HEIDENHAIN 530 (340 49x-07) Cycle programming User Manual
Page 495
HEIDENHAIN iTNC 530
495
1
8
.5 PRESET COMPENSA
TION (Cy
c
le 452, DIN/ISO: G452, Option)
If it is possible to leave the calibration sphere clamped to the machine
table during machining, you can compensate for machine drift, for
example. This procedure is also possible on a machine without rotary
axes.
1
Clamp the calibration sphere and check for potential collisions.
2
Set the preset in the calibration sphere.
3
Set the preset on the workpiece, and start machining the
workpiece.
4
Use Cycle 452 for preset compensation at regular intervals. The
TNC measures the drift of the axes involved and compensates it in
the kinematics description.
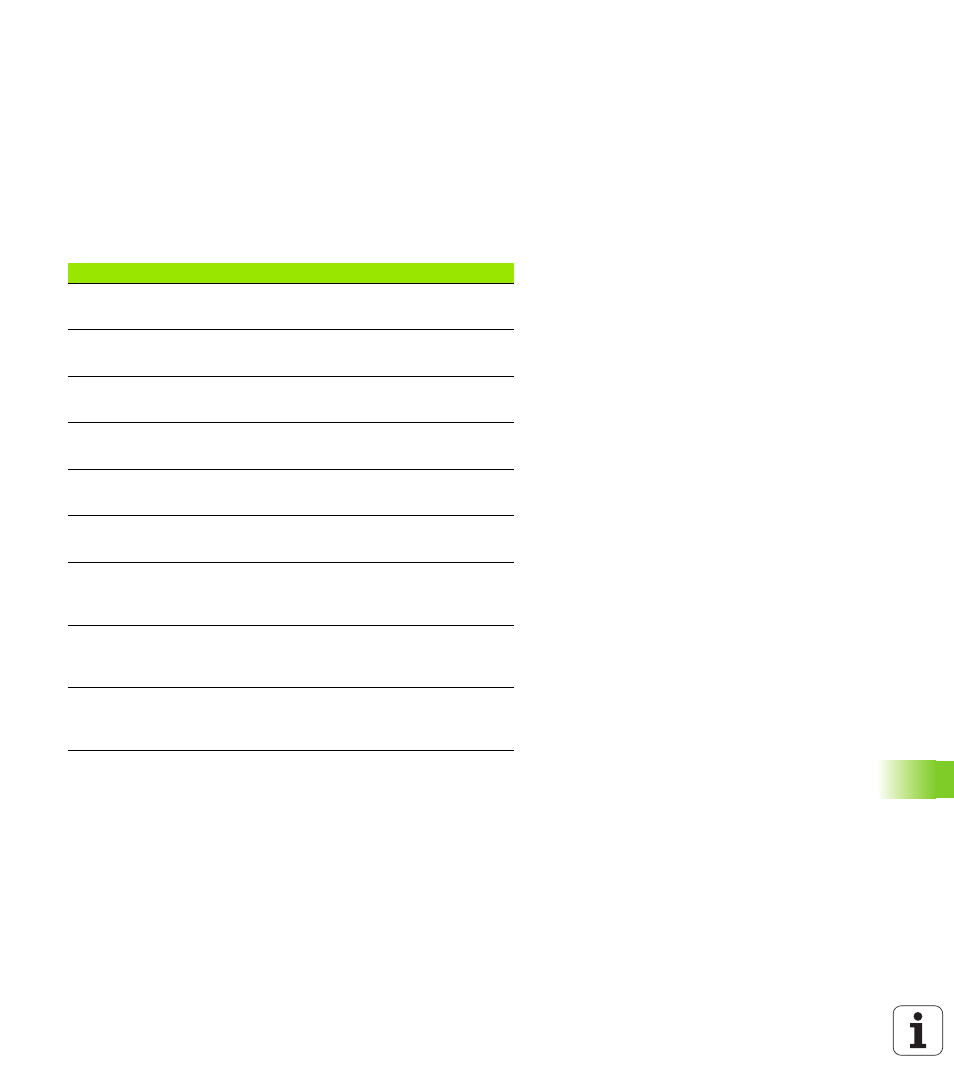
Parameter number
Meaning
Q141
Standard deviation measured in the A axis
(–1 if axis was not measured)
Q142
Standard deviation measured in the B axis
(–1 if axis was not measured)
Q143
Standard deviation measured in the C axis
(–1 if axis was not measured)
Q144
Optimized standard deviation in the A axis
(–1 if axis was not measured)
Q145
Optimized standard deviation in the B axis
(–1 if axis was not measured)
Q146
Optimized standard deviation in the C axis
(–1 if axis was not measured)
Q147
Offset error in X direction, for manual
transfer to the corresponding machine
parameter
Q148
Offset error in Y direction, for manual
transfer to the corresponding machine
parameter
Q149
Offset error in Z direction, for manual
transfer to the corresponding machine
parameter