HEIDENHAIN 530 (340 49x-07) Cycle programming User Manual
Page 321
HEIDENHAIN iTNC 530
321
12.7 INTERPOLA
T
ION TURNING (Sof
tw
ar
e Option, Cy
cle 290, DIN/ISO: G290)
U
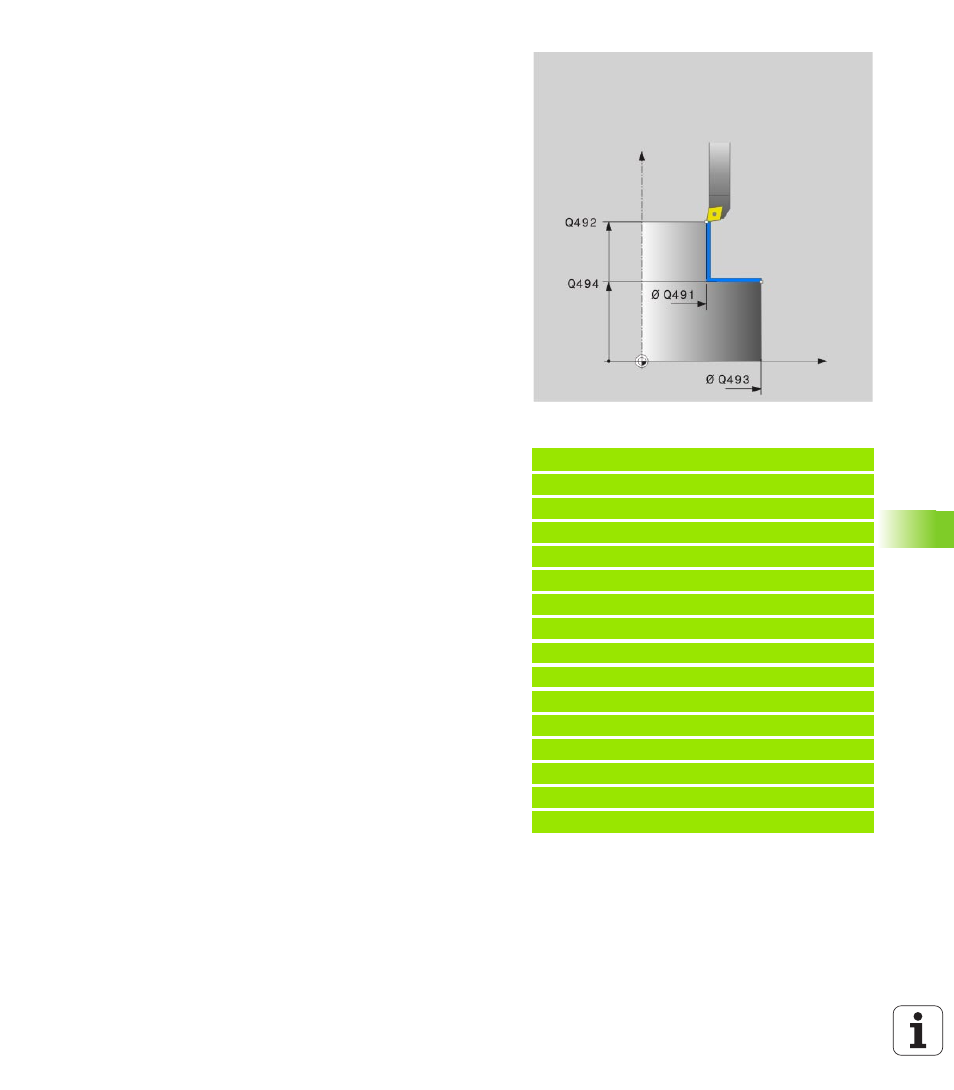
Diameter at contour start
Q491 (absolute): Corner
of starting point in X, enter the diameter. Input range
-99999.9999 to 99999.9999
U
Contour start in Z
Q492 (absolute): Corner of the
starting point in Z. Input range -99999.9999 to
99999.9999
U
Diameter at end of contour
Q493 (absolute): Corner
of end point in X, enter the diameter. Input range
-99999.9999 to 99999.9999
U
Contour end in Z
Q494 (absolute): Corner of the end
point in Z. Input range -99999.9999 to 99999.9999
U
Angle of circumferential surface
Q495: Angle of
the first surface to be machined in degrees. Input
range -179.999 to 179.999
U
Angle of the face
Q495: Angle of the second surface
to be machined in degrees. Input range -179.999 to
179.999
U
Radius of contour edge
Q500: Corner rounding
between the surfaces to be machined. Input range 0
to 999.999
Example: NC blocks
62 CYCL DEF 225 ENGRAVING
Q200=2
;SET-UP CLEARANCE
Q445=+50
;CLEARANCE HEIGHT
Q336=0
;ANGLE OF SPINDLE
Q440=20
;CUTTING SPEED
Q441=0.75
;INFEED
Q442=+0
;STARTING ANGLE
Q443=–1
;MACHINING DIRECTION
Q444=+6
;INTERPOLATED AXIS
Q491=+25
;DIAMETER AT CONTOUR START
Q492=+0
;CONTOUR START IN Z
Q493=+50
;CONTOUR END IN X
Q494=–45
;CONTOUR END IN Z
Q495=+0
;ANGLE OF CYLINDER SURFACE
Q496=+0
;ANGLE OF FACE
Q500=4.5
;RADIUS OF CONTOUR EDGE