Cycle parameters – HEIDENHAIN 530 (340 49x-07) Cycle programming User Manual
Page 316
316
Cycles: Special Functions
12.6 ENGRA
V
ING (Cy
c
le 225, DIN/ISO: G225)
Cycle parameters
U
Engraving text
QS500: Text to be engraved. Allowed
entry characters: See "Engraving system variables" on
page 317
U
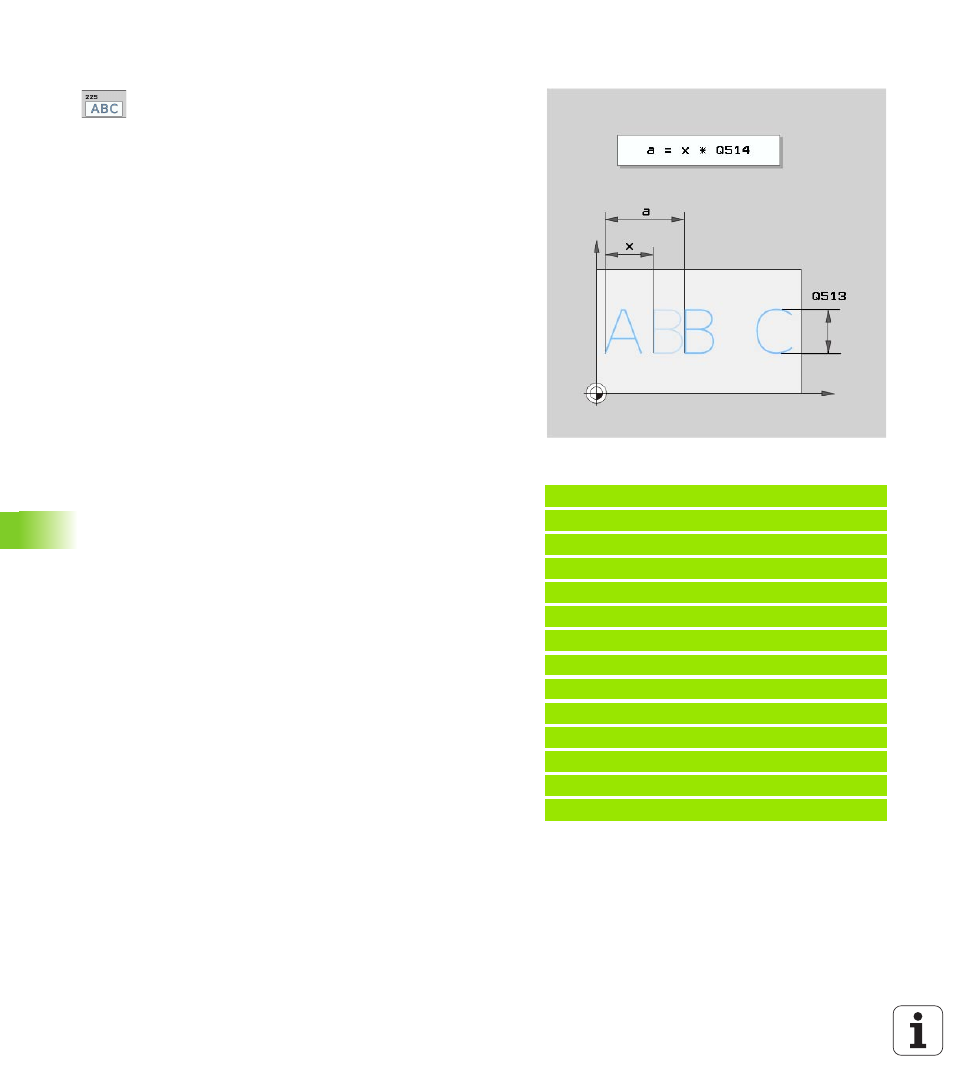
Character height
Q513 (absolute): Height of the
characters to be engraved in mm. Input range 0 to
99999.9999
U
Space factor
Q514: The font used is a proportional
font. Each character has its own width, which is
engraved correspondingly by the TNC if you program
Q514 = 0. If Q514 is not equal to 0, the TNC scales
the space between the characters. Input range 0 to
9.9999
U
Font
Q515: Currently without function
U
Text on a line/on an arc (0/1)
Q516:
Engrave the text in a straight line: Input = 0
Engrave the text on an arc: Input = 1
U
Angle of rotation
Q374: Center angle if the text is to
be arranged on an arc. Input range -360.0000 to
+360.0000°
U
Radius of text on an arc
Q517 (absolute): Radius of
the arc in mm on which the TNC is to arrange the text.
Input range 0 to 99999.9999
U
Feed rate for milling
Q207: Traversing speed of the
tool during engraving in mm/min. Input range 0 to
99999.999; alternatively FAUTO, FU or FZ
U
Depth
Q201 (incremental value): Distance between
workpiece surface and engraving floor
U
Feed rate for plunging
Q206: Traversing speed of
the tool during plunging in mm/min. Input range 0 to
99999.999; alternatively FAUTO, FU
U
Set-up clearance
Q200 (incremental): Distance
between tool tip and workpiece surface. Input range
0 to 99999.9999; alternatively PREDEF
U
Workpiece surface coordinate
Q203 (absolute):
Coordinate of the workpiece surface. Input range
-99999.9999 to 99999.9999
U
2nd set-up clearance
Q204 (incremental): Coordinate
in the spindle axis at which no collision between tool
and workpiece (fixtures) can occur. Input range 0 to
99999.9999; alternatively PREDEF
Example: NC blocks
62 CYCL DEF 225 ENGRAVING
QS500="TXT2" ;ENGRAVING TEXT
Q513=10
;CHARACTER HEIGHT
Q514=0
;SPACE FACTOR
Q515=0
;FONT
Q516=0
;TEXT LAYOUT
Q374=0
;ANGLE OF ROTATION
Q515=0
;CIRCLE RADIUS
Q207=750
;FEED RATE FOR MILLING
Q201=–0.5
;DEPTH
Q206=150
;FEED RATE FOR PLNGNG
Q200=2
;SET-UP CLEARANCE
Q203=+20
;SURFACE COORDINATE
Q204=50
;2ND SET-UP CLEARANCE