Cycle parameters – HEIDENHAIN 530 (340 49x-07) Cycle programming User Manual
Page 269
HEIDENHAIN iTNC 530
269
1
0
.5 F
A
CE MILLING (Cy
c
le 232, DIN/ISO: G232)
Cycle parameters
U
Machining strategy (0/1/2)
Q389: Specify how the
TNC is to machine the surface:
0: Meander machining, stepover at positioning feed
rate outside the surface to be machined
1: Meander machining, stepover at feed rate for
milling within the surface to be machined
2: Line-by-line machining, retraction and stepover at
the positioning feed rate
U
Starting point in 1st axis
Q225 (absolute): Starting
point coordinate of the surface to be machined in the
reference axis of the working plane. Input range
-99999.9999 to 99999.9999
U
Starting point in 2nd axis
Q226 (absolute): Starting
point coordinate of the surface to be multipass-milled
in the minor axis of the working plane. Input range
-99999.9999 to 99999.9999
U
Starting point in 3rd axis
Q227 (absolute):
Coordinate of the workpiece surface used to calculate
the infeeds. Input range -99999.9999 to 99999.9999
U
End point in 3rd axis
Q386 (absolute): Coordinate
in the spindle axis to which the surface is to be face
milled. Input range -99999.9999 to 99999.9999
U
First side length
Q218 (incremental value): Length
of the surface to be machined in the reference axis of
the working plane. Use the algebraic sign to specify
the direction of the first milling path in reference to
the starting point in the 1st axis. Input range
-99999.9999 to 99999.9999
U
Second side length
Q219 (incremental value): Length
of the surface to be machined in the minor axis of the
working plane. Use the algebraic sign to specify the
direction of the first stepover in reference to the
starting point in the 2nd axis
. Input range
-99999.9999 to 99999.9999
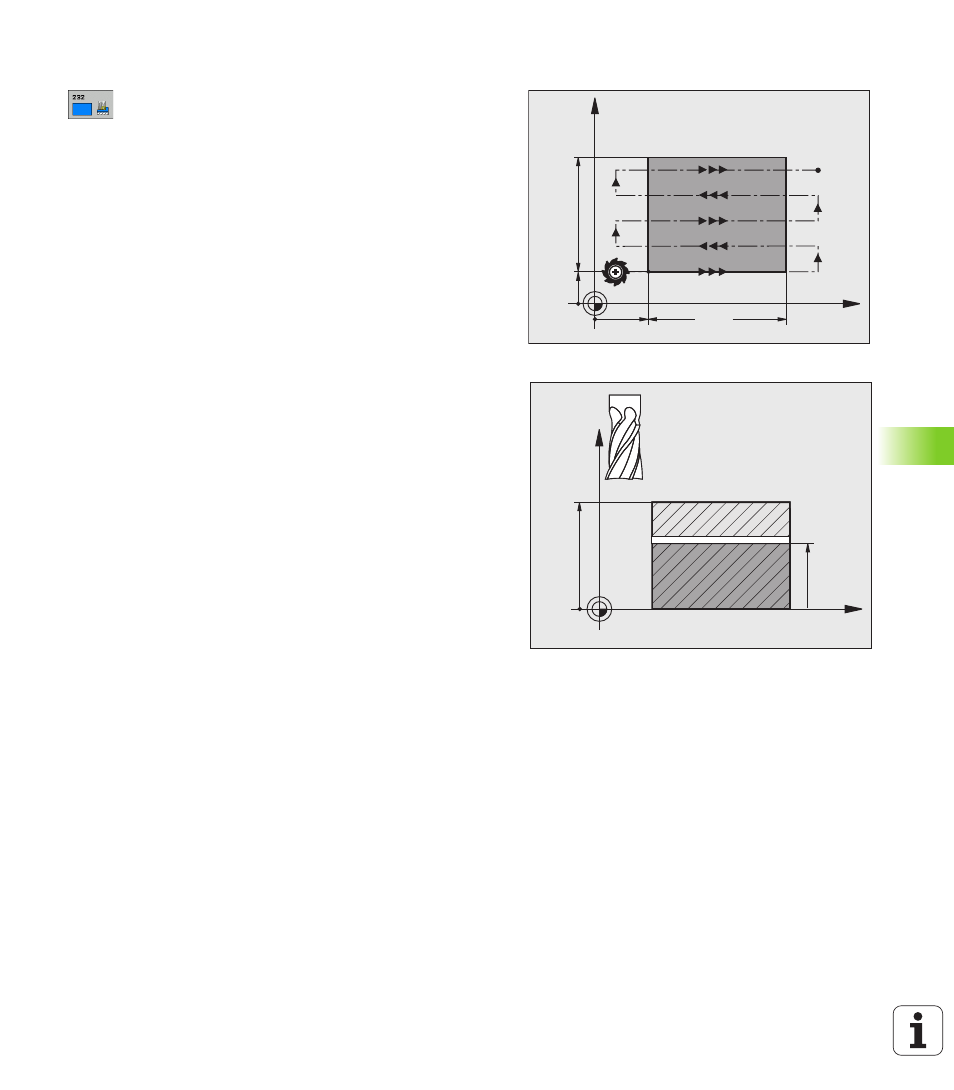
X
Y
Q226
Q225
Q21
9
Q218
X
Z
Q227
Q386