HEIDENHAIN iTNC 530 (340 49x-06) User Manual
Page 581
HEIDENHAIN iTNC 530
581
15.1 Pr
ogr
amming and Ex
ecuting
Simple Mac
h
ining Oper
ations
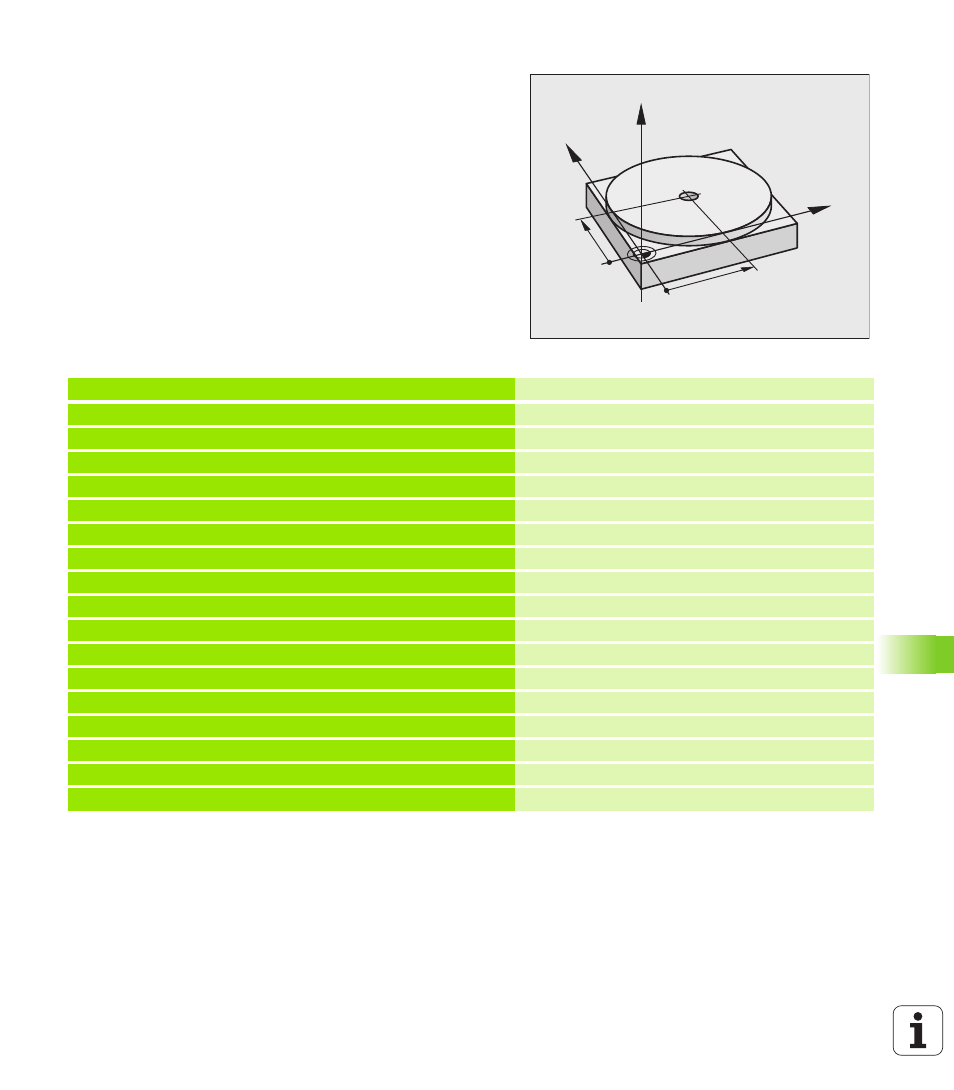
Example 1
A hole with a depth of 20 mm is to be drilled into a single workpiece.
After clamping and aligning the workpiece and setting the datum, you
can program and execute the drilling operation in a few lines.
First you pre-position the tool with straight-line blocks to the hole
center coordinates at a setup clearance of 5 mm above the workpiece
surface. Then drill the hole with Cycle 200 DRILLING.
Straight-line function: See “Straight line L” on page 218, DRILLING
cycle: See User’s Manual, Cycles, Cycle 200 DRILLING.
Y
X
Z
50
50
0 BEGIN PGM $MDI MM
1 TOOL CALL 1 Z S2000
Call tool: tool axis Z
Spindle speed 2000 rpm
2 L Z+200 R0 FMAX
Retract tool (FMAX = rapid traverse)
3 L X+50 Y+50 R0 FMAX M3
Move the tool at FMAX to a position above the hole,
spindle on
4 CYCL DEF 200 DRILLING
Define DRILLING cycle
Q200=5
;SETUP CLEARANCE
Setup clearance of the tool above the hole
Q201=-15
;DEPTH
Total hole depth (algebraic sign=working direction)
Q206=250
;FEED RATE FOR PLNGN
Feed rate for drilling
Q202=5
;PLUNGING DEPTH
Depth of each infeed before retraction
Q210=0
;DWELL TIME AT TOP
Dwell time after every retraction in seconds
Q203=-10
;SURFACE COORDINATE
Coordinate of the workpiece surface
Q204=20
;2ND SETUP CLEARANCE
Setup clearance of the tool above the hole
Q211=0.2
;DWELL TIME AT DEPTH
Dwell time in seconds at the hole bottom
5 CYCL CALL
Call DRILLING cycle
6 L Z+200 R0 FMAX M2
Retract the tool
7 END PGM $MDI MM
End of program