2 creating and writing programs, Define the blank: blk form – HEIDENHAIN iTNC 530 (340 49x-06) User Manual
Page 107
HEIDENHAIN iTNC 530
107
3.2 Cr
eating and W
riting Pr
ogr
a
ms
3.2 Creating and Writing Programs
Organization of an NC program in HEIDENHAIN
Conversational
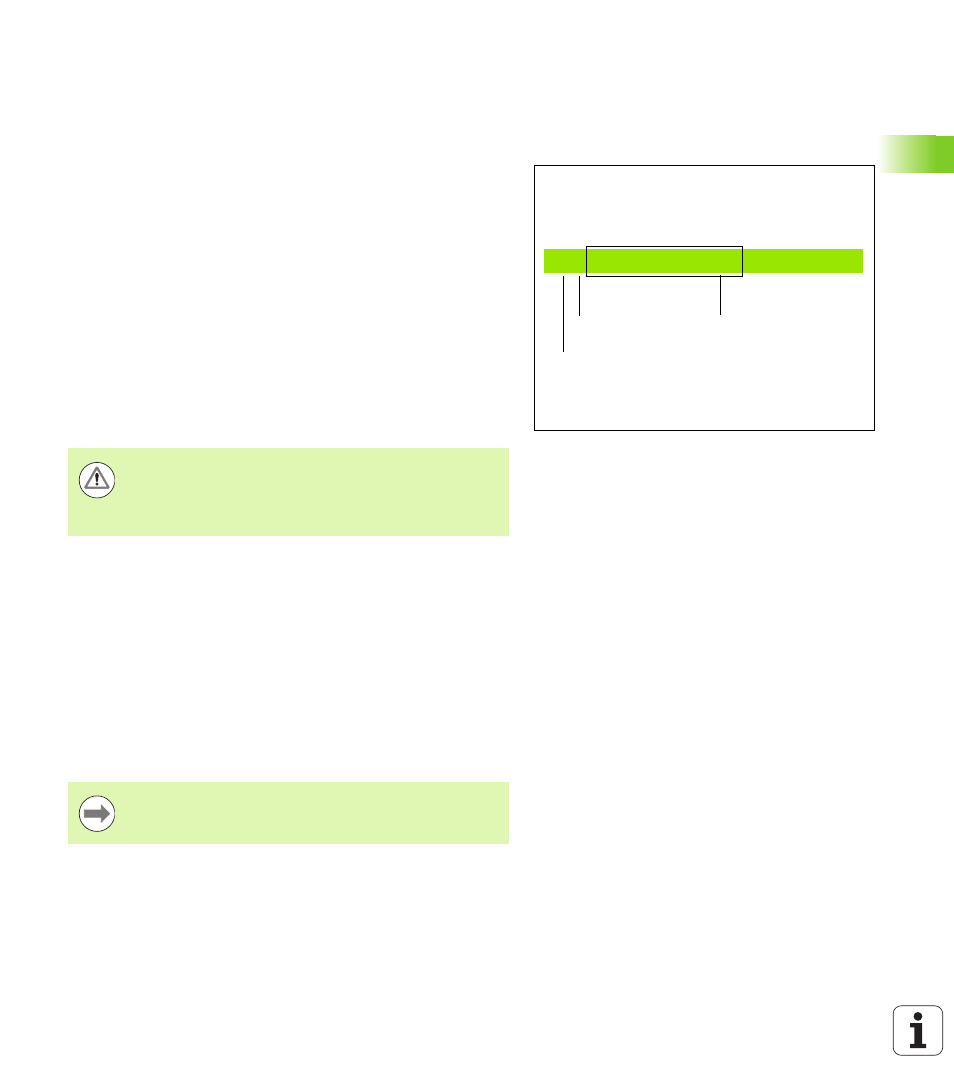
A part program consists of a series of program blocks. The figure at
right illustrates the elements of a block.
The TNC numbers the blocks in ascending sequence.
The first block of a program is identified by BEGIN PGM, the program
name and the active unit of measure.
The subsequent blocks contain information on:
The workpiece blank
Tool calls
Approaching a safe position
Feed rates and spindle speeds, as well as
Path contours, cycles and other functions
The last block of a program is identified by END PGM the program name
and the active unit of measure.
Define the blank: BLK FORM
Immediately after initiating a new program, you define a cuboid
workpiece blank. If you wish to define the blank at a later stage, press
the SPEC FCT key and then the BLK FORM soft key. This definition is
needed for the TNC’s graphic simulation feature. The sides of the
workpiece blank lie parallel to the X, Y and Z axes and can be up to 100
000 mm long. The blank form is defined by two of its corner points:
MIN point: the smallest X, Y and Z coordinates of the blank form,
entered as absolute values
MAX point: the largest X, Y and Z coordinates of the blank form,
entered as absolute or incremental values
10 L X+10 Y+5 R0 F100 M3
Block number
Path function
Words
Block
Danger of collision!
After each tool call, HEIDENHAIN recommends always
traversing to a safe position, from which the TNC can
position the tool for machining without causing a collision!
You only need to define the blank form if you wish to run
a graphic test for the program!