5 0 multipass milling – HEIDENHAIN TNC 310 (286 140) Pilot User Manual
Page 50
5 0
Multipass Milling
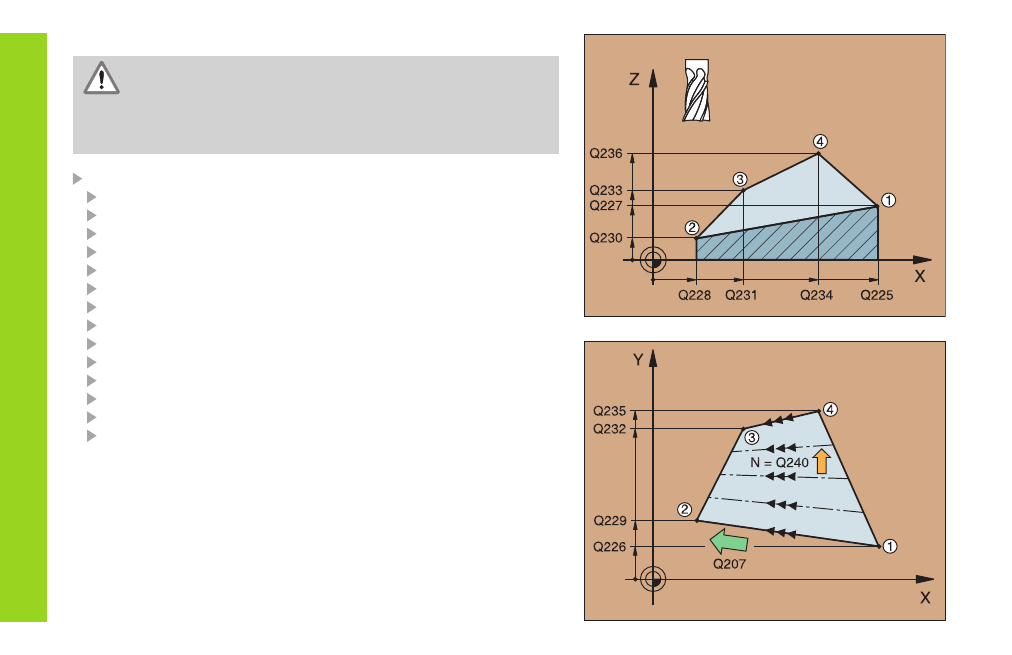
RULED SURFACE (231)
Starting from the initial position, the TNC positions the tool at
the starting point (point 1), first in the working plane and then
in the tool axis. Be sure to pre-position the tool in such a way
that there is no danger of collision with the workpiece or
fixtures.
CYCL DEF: Select Cycle 231 RULED SURFACE
Starting point in 1st axis: Q225
Starting point in 2nd axis: Q226
Starting point in 3rd axis: Q227
2nd point in 1st axis: Q228
2nd point in 2nd axis: Q229
2nd point in 3rd axis: Q230
3rd point in 1st axis: Q231
3rd point in 2nd axis: Q232
3rd point in 3rd axis: Q233
4th point in 1st axis: Q234
4th point in 2nd axis: Q235
4th point in 3rd axis: Q236
Number of cuts: Q240
Feed rate for milling: Q207
This manual is related to the following products: