4 4 pockets, studs, and slots – HEIDENHAIN TNC 310 (286 140) Pilot User Manual
Page 44
4 4
Pockets, Studs, and Slots
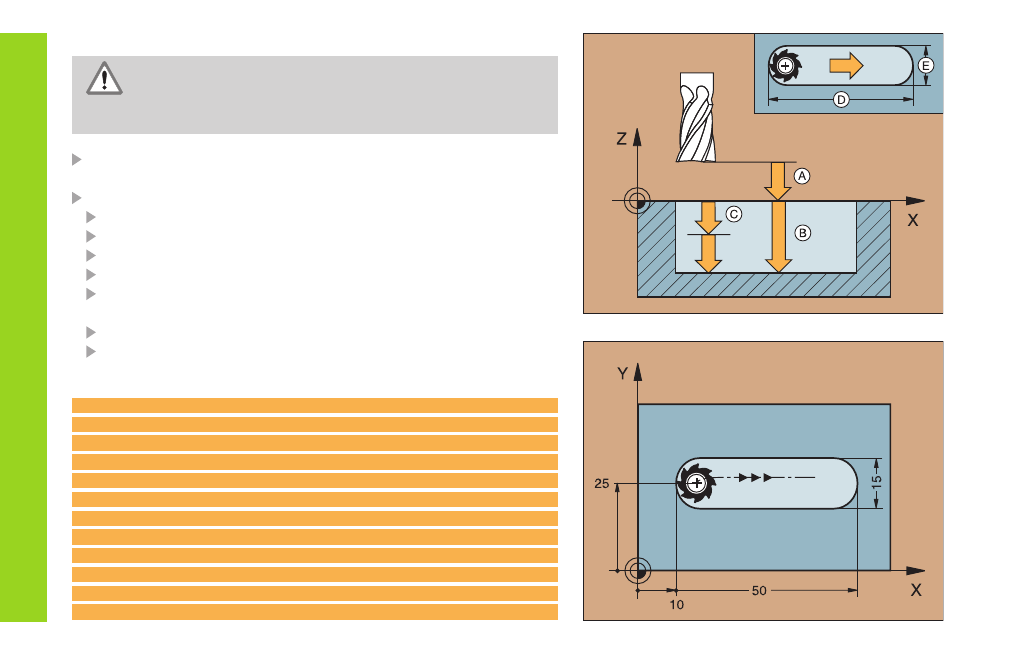
SLOT MILLING (3)
This cycle requires either a center-cut end mill (ISO 1641)
or pilot drilling at the starting point.
The cutter diameter must be smaller than the slot width
and larger than half the slot width.
Pre-position the tool over the center of the slot with tool radius
compensation at R0
CYCL DEF: Select Cycle 3 SLOT MILLING
Safety clearance:
A
Milling depth (depth of the slot):
B
Pecking depth:
C
Feed rate for pecking (traverse velocity for plunging)
First side length? (length of the slot):
D
The algebraic sign determines the first cutting direction
Second side length? (width of the slot):
E
Feed rate (for milling)
10 TOOL DEF 1 L+0 R+6
11 TOOL CALL 1 Z S1500
12 CYCL DEF 3.0 SLOT MILLING
13 CYCL DEF 3.1 SET UP 2
14 CYCL DEF 3.2 DEPTH -15
15 CYCL DEF 3.3 PECKG 5 F80
16 CYCL DEF 3.4 X+50
17 CYCL DEF 3.5 Y+15
18 CYCL DEF 3.6 F120
19 L Z+100 R0 FMAX M6
20 L X+16 Y+25 R0 FMAX M3
21 L Z+2 M99