4 6 pockets, studs, and slots – HEIDENHAIN TNC 310 (286 140) Pilot User Manual
Page 46
4 6
Pockets, Studs, and Slots
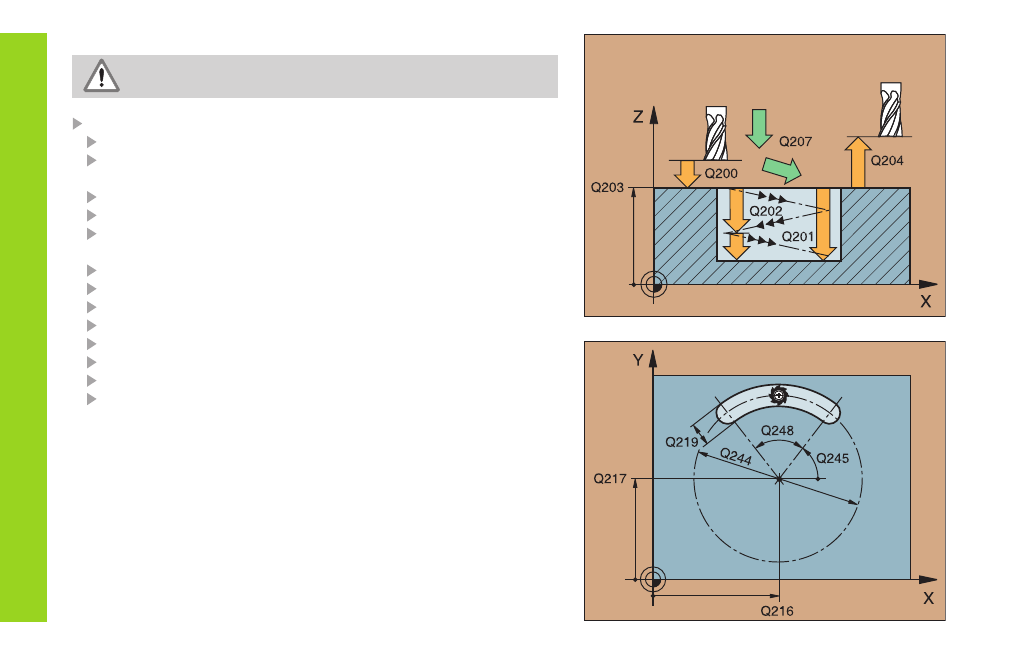
CIRCULAR SLOT with reciprocating plunge (211)
The cutter diameter must be no larger than the width of the
slot, and no smaller than one third!
CYCL DEF: Select Cycle 211 CIRCULAR SLOT
Set-up clearance: Q200
Depth Distance between workpiece surface and bottom of hole:
Q201
Feed rate for milling: Q207
Pecking depth: Q202
Machining operation (0/1/2) 0 = roughing and finishing,
1 = roughing only, 2 = finishing only: Q215
Surface coordinate: Q203
2nd set-up clearance: Q204
Center in 1st axis: Q216
Center in 2nd axis: Q217
Pitch circle dia.: Q244
Second side length: Q219
Starting angle of the slot: Q245
Angular length of the slot: Q248
The TNC automatically pre-positions the tool in the tool axis and in the
working plane. During roughing the tool plunges obliquely into the
metal in a back-and-forth helical motion between the ends of the slot.
Pilot drilling is therefore unnecessary.