MovinCool CM25 Service Manual User Manual
Page 79
Repair Section
79
(3) Cleaning brazing filler metal and pipe
• When the refrigeration system has been opened up, exposure to heat may have caused brazing
filler metal to stick to the inside and outside of the pipe. Brazing filler metal may also be
compounded with oxygen in the air to form oxide film. Fats and oils may stick to the pipe from
handling. All these factors can reduce the effectiveness of brazing. It is necessary to eliminate
excess brazing filler metal using sand paper, and by cleaning thoroughly with a solvent such as
Trichlene.
CAUTION
Do not use chlorine cleaner.
(4) Use of dry nitrogen gas
• During brazing, the inside of the pipe undergoes an oxidative reaction due to the brazing flame.
Introduce dry nitrogen gas {0.3 gal/min (1 L/min)}; adjust with the flow regulator} through the
pinch-off tube of the refrigerant.
< NOTE >
Take care not to allow dirt, water, oil, etc. to enter into the pipe.
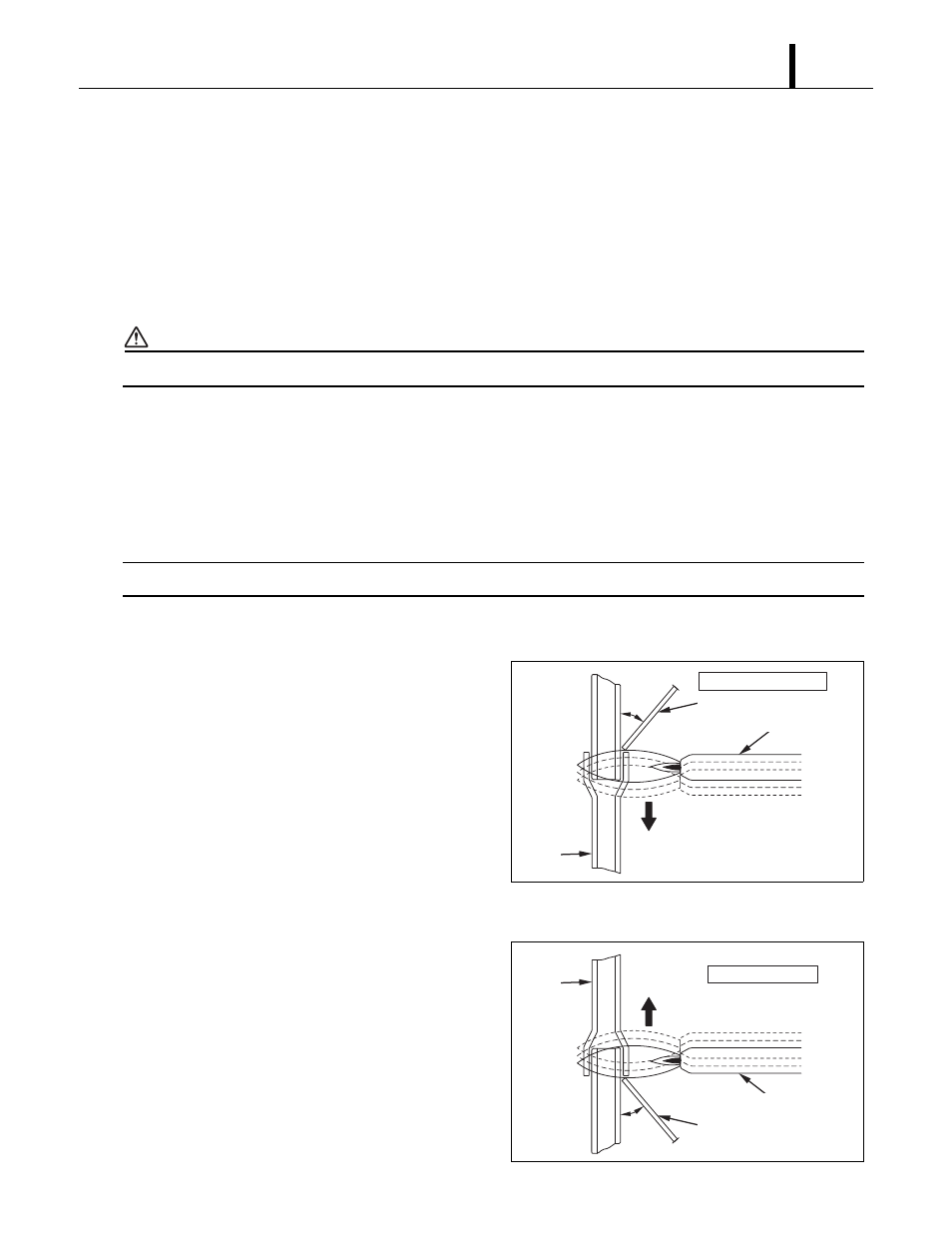
(5) Vertical joints
• Heat the whole brazed fitting to a proper
brazing temperature. Bring the brazing filler
metal into contact with the fitting so that the
brazing filler metal starts flowing by itself.
• Stop heating the fitting as soon as the brazing
filler metal has flown into the clearance. Since
the brazing filler metal flows easily into portions
heated to the proper temperature, it is essential
to keep the whole fitting at the proper brazing
temperature.
I000564
Burner
45°
Tube
Brazing Filler Metal
Vertical Down Joint
I001725
Burner
45°
Tube
Brazing Filler Metal
Vertical Up Joint