Aluminum, H35 and n, Plasma / n – Hypertherm HPR800XD Auto Gas Rev.2 User Manual
Page 206: Shield 200 a metric english, Marking
OperatiOn
4-100
HPR800XD Auto Gas –
806500
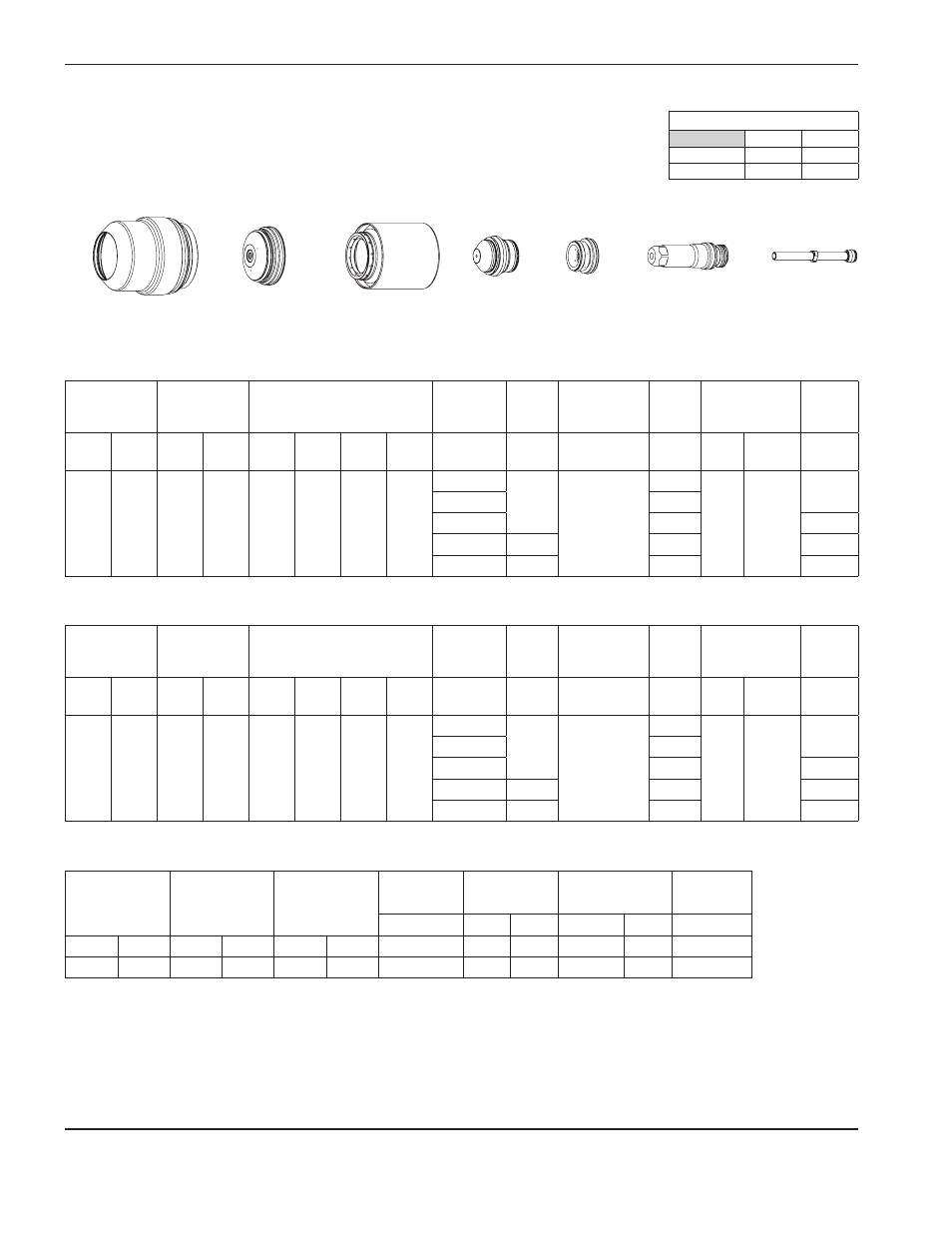
Aluminum
H35 and N
2
Plasma / N
2
Shield
200 A
Metric
English
Select
Gases
Set
Preflow
Set
Cutflow
Material
thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce
Delay
Time
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
Mix
Gas 1
Mix
Gas 2
mm
Volts
mm
mm/m
mm Factor % Seconds
H35
N
2
17
44
73
44
42
20
8
158
6.4
4350
9.0
140
0.3
10
4000
12
3650
0.4
15
162
2450
0.5
20
170
1050
0.6
Select
Gases
Set
Preflow
Set
Cutflow
Material
thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce
Delay
Time
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
Mix
Gas 1
Mix
Gas 2
in
Volts
in
ipm
in Factor % Seconds
H35
N
2
17
44
73
44
42
20
5/16
158
0.25
171
0.35
140
0.3
3/8
160
1/2
140
0.4
5/8
162
80
0.5
3/4
170
50
0.6
Marking
Flow rates – lpm/scfh
H35
N
2
Preflow
0 / 0
121 / 256
Cutflow
13 / 27 126 / 267
220762
220637
220307
220759
220342
220346
Select
Gases
Set
Preflow
Set
Cutflow
Amperage Torch-to-Work
Distance
Marking
Speed
Arc
Voltage
Amps
mm
in
mm/m
ipm
Volts
N
2
N
2
10
10
10
10
18
2.5
0.10
6350
250
140
Ar
N
2
30
10
30
10
20
3.0
0.12
2540
100
66
220340