Stainless steel bevel cutting, H35 plasma / n, Shield 600 a – Hypertherm HPR800XD Auto Gas Rev.2 User Manual
Page 194: Metric english, Marking
OperatiOn
4-88
HPR800XD Auto Gas –
806500
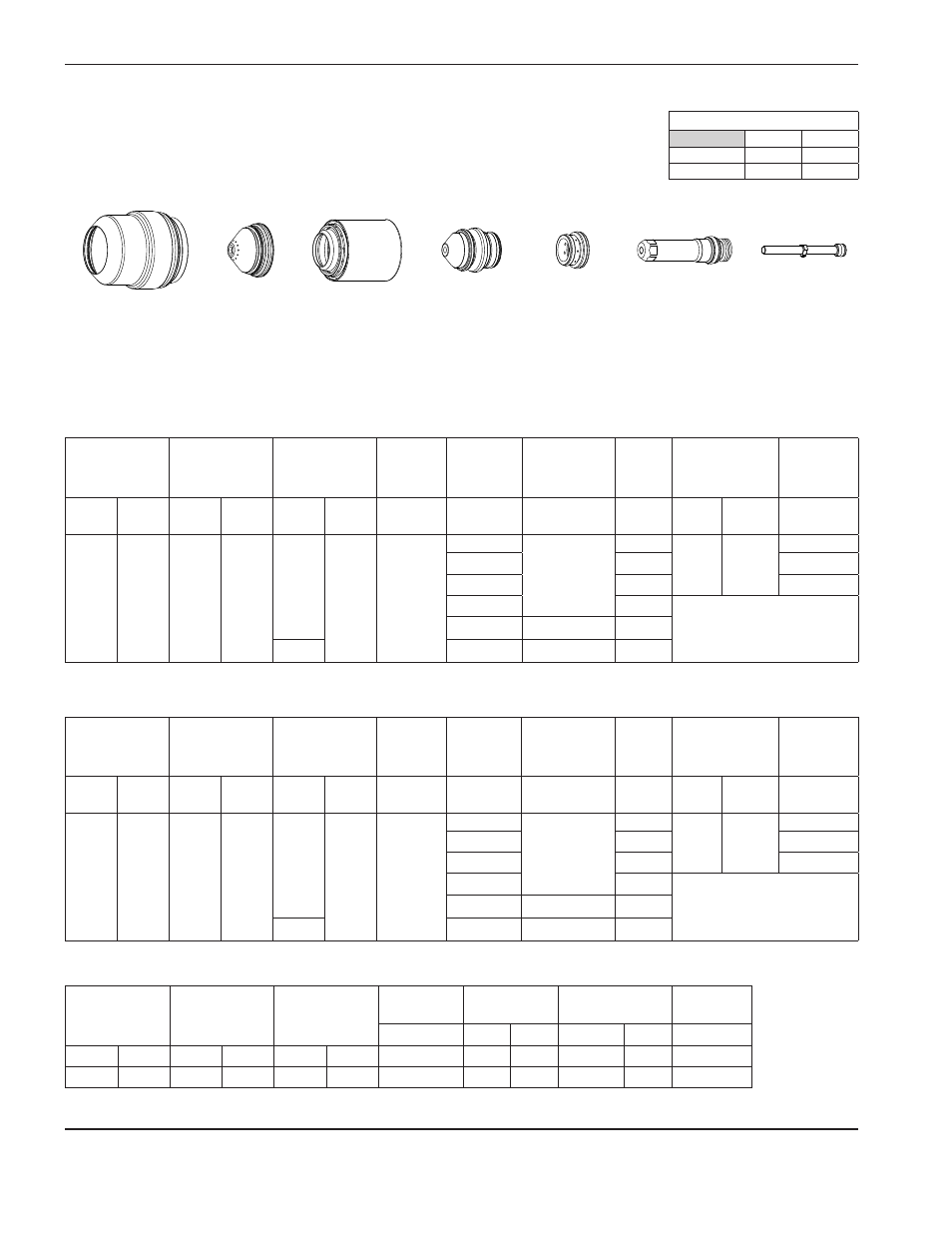
Stainless steel bevel cutting
H35 Plasma / N
2
Shield
600 A
220707
220637
220709
220635
220353
220859
220571
Metric
English
Select
Gases
Set
Preflow
Set
Cutflow
Minimum
Clearance
Equivalent
Material
thickness
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
mm
mm
Range (mm)
mm/m
mm Factor % Seconds
H35
N
2
43
13
78
43
2.0
40
12.7
721
25.4
200
2.0
45
677
2.5
50
597
3.0
60
492
Edge start
80
19.1
307
68
100
10.2 – 11.4
187
Select
Gases
Set
Preflow
Set
Cutflow
Minimum
Clearance
Equivalent
Material
thickness
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
in
in
Range (in)
ipm
in
Factor % Seconds
H35
N
2
43
13
78
43
0.08
1-1/2
0.50
29
1.0
200
2.0
1-3/4
27
2.5
2.0
23
3.0
2-1/2
18
Edge start
3.0
0.75
13
68
4.0
0.40 – 0.45
7
Marking
Select
Gases
Set
Preflow
Set
Cutflow
Amperage Torch-to-Work
Distance
Marking
Speed
Arc
Voltage
Amps
mm
in
mm/m
ipm
Volts
N
2
N
2
50
20
50
20
24
6.4
0.25
2540
100
106
Ar
N
2
50
20
50
20
25
2.5
0.10
2540
100
57
Flow rates – lpm/scfh
H35
N
2
Preflow
0 / 0
113 / 240
Cutflow
76 / 160 134 / 283
Note: Pierce complete must be turned OFF for all 600 amp processes.
Bevel angle range is 0° to 45°.