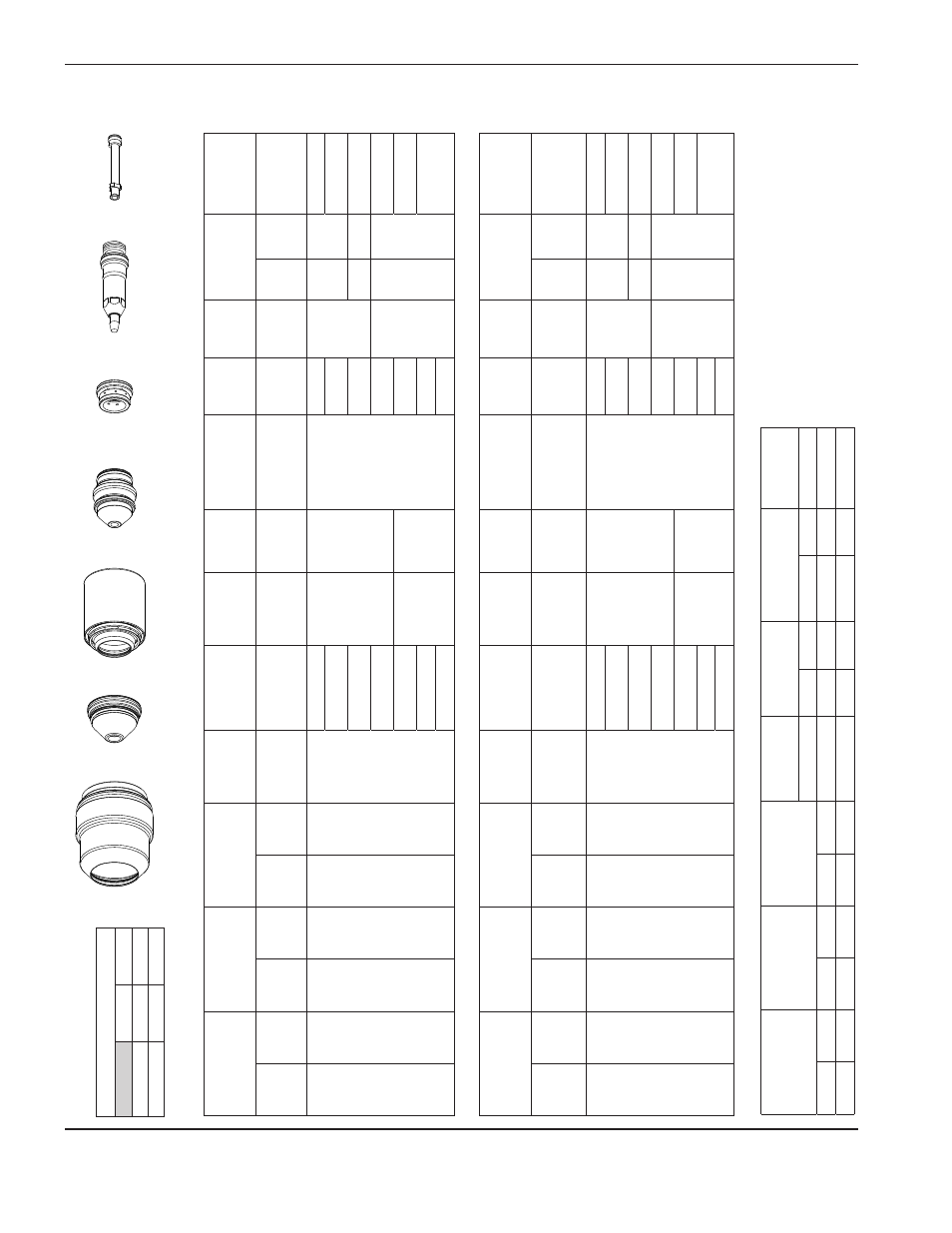
Stainless steel bevel cutting, H35 plasma / n, Shield 8 00 a – Hypertherm HPR800XD Auto Gas Rev.2 User Manual
Page 198: Metric english marking
OperatiOn
4-92
HPR800XD Auto Gas –
806500
Stainless steel bevel cutting –
H35 Plasma / N
2
Shield 8
00 A
22
0886
220
63
7
220
882
See c
hart
below
22
0884
220
881
See c
hart
below
Flow
rates
–
lpm/scfh
H35
N
2
Preflow
0/0
123/26
0
Cutflow
76/16
0
121/25
7
Metric
English
Marking
Select
Gases
Set
Preflow
Se
t
Cutflow
Amperage
Torch-to-W
ork
Distance
Marking
Speed
Arc
Voltage
Amps
mm
in
mm/m
ipm
Volts
N
2
N
2
30
10
40
40
24
2.5
0.1
2540
100
79
Ar
N
2
30
10
40
40
24
2.5
0.1
2540
100
45
Note:
Pierce complete must be turned OFF for all 800 amp processes.
Bevel angle range is 0° to 45°.
Se
lect
Gases
Set
Preflow
Set
Cutflow
Minimum clearance
Equivalent Material t
hickness
Swirl ring
Nozzle retaining
cap
Torch-to-Work
Distance
Cutting Speed
Transfer height
Pierce Height
Pierce Delay / Edge start
delay
Plasma
gas
Shield gas
Plasma
gas
Shield gas
Plasma
gas
Shield gas
mm
mm
Part
number
Part
number
Range (mm)
mm/m
mm
mm
Factor
%
Seconds
H35
N
2
64
13
69
37
2.0
50
220353
220885
9.3 – 12.7
720
19
25.4
200
3.0
65
570
3.5
75
464
38.1
300
4.5
100
287
N/A
N/A
Edge start only
3.0
125
220350
220712
155
3.5
150
120
4.0
160
100
Se
lect
Gases
Set
Preflow
Set
Cutflow
Minimum clearance
Ma
terial
thickness
Swirl ring
Nozzle retaining
cap
Torch-to-Work
Distance
Cutting Speed
Transfer height
Pierce
Height
Pierce Delay
Time
Plasma
gas
Shield gas
Plasma
gas
Shield gas
Plasma
gas
Shield gas
in
in
Part
number
Part
number
Range (in)
ipm
in
in
Factor
%
Seconds
H35
N
2
64
13
69
37
0.08
2.0
220353
220885
0.37 – 0.50
28
0.75
1.0
200
3.0
2-1/2
23
3.5
3.0
18
1.5
300
4.5
4.0
11
N/A
N/A
Edge start only
3.0
5.0
220350
220712
6.0
3.5
6.0
4.5
4.0
6-1/4
4.0