Linknet – LINK Systems LinkNet I User Manual
Page 14
LinkNet
3.2
manual rev 2.1 March 25, 1999
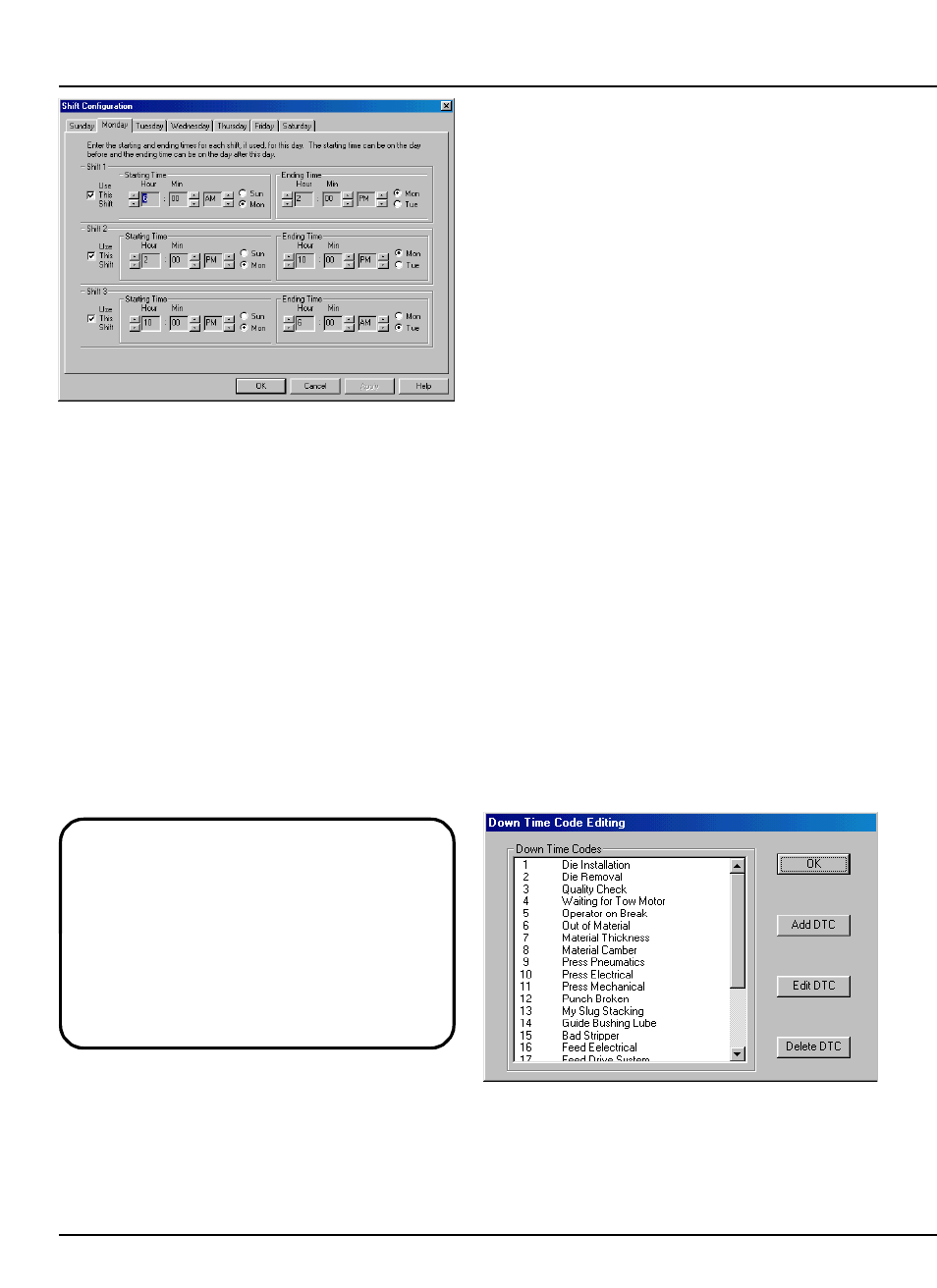
Figure 3.3:
Shift Configuration Dialog
Each day may have up to three shifts
configured. The “Use This Shift” checkbox by each
shift determines whether or not the shift will be used
for that day. Note that a shift can be used some
days and not others - each day is individually
configurable. Also note that each starting time can
be on the day before the current day, and that each
ending time can be on the day following the current
day. This allows the flexibility to assign a shift to a
day on which it does not necessarily start or end.
For example, it may be desired to have a shift that
starts at 10PM on Monday and runs until 6AM on
Tuesday to be considered a Tuesday shift. Likewise,
a shift that starts a 6PM on Monday and runs until
2AM on Tuesday can be considered a Monday shift.
NOTE: Each day except Monday has a “Set
Same as Monday” button. Since the typical
case is for Monday through Friday to have the
same shift times, set the shift times for Monday
first, and then go to each day that should be the
same as Monday and hit the “Set Same as
Monday” button to copy the shift times over to
that day. Any other days can be set according
to need.
The starting and ending time of each shift can be
configured in 10 minute intervals. Use the up and
down arrows next to the hour, minute, and AM/PM
boxes to change each setting. When the shifts are
configured as desired, click on the “OK” button.
No two shifts may overlap in time either on the
same day or across days. If any shifts overlap in
time, a message will be displayed indicating which
days have a problem.
3.3
Configuring Down Time Codes
Down time codes (DTCs) are numeric values
that have a user assigned meaning attached to them.
These codes allow the user to track the uptime,
downtime, and usage of each press. Each DTC has
a user entered description that is downloaded to the
Link equipment on the presses. When a machine has
to be stopped (or is stopped by monitoring
equipment such as tonnage monitors, die protection,
and so on) the operator can enter the reason for the
stop by selecting one of the DTC descriptions that
were downloaded to the press.
The time spent in a DTC is logged by LinkNet
into a database that can be viewed and analyzed.
Problem spots (such as repeated problems with a
feed, material, lubrication, etc.) can be easily
identified by the percentage of down time that they
cause. This enables supervisors to target limited
time, money, and other resources at the areas that
will do the most good in terms of production.
To configure down time codes, select
“Configure” and then “Down Time Codes” as shown
in Figure 3.1. A dialog box similar to Figure 3.4
should appear.
Figure 3.4:
DTC Configuration List
This dialog allows DTCs to be added, edited, or
deleted.
After all additions and changes have been made,
click the “OK” button. The DTC descriptions will