Tweco 550i Transmig User Manual
Page 69
TRANSMIG 350i, 450i, 550i
Manual 0-5205
4-25
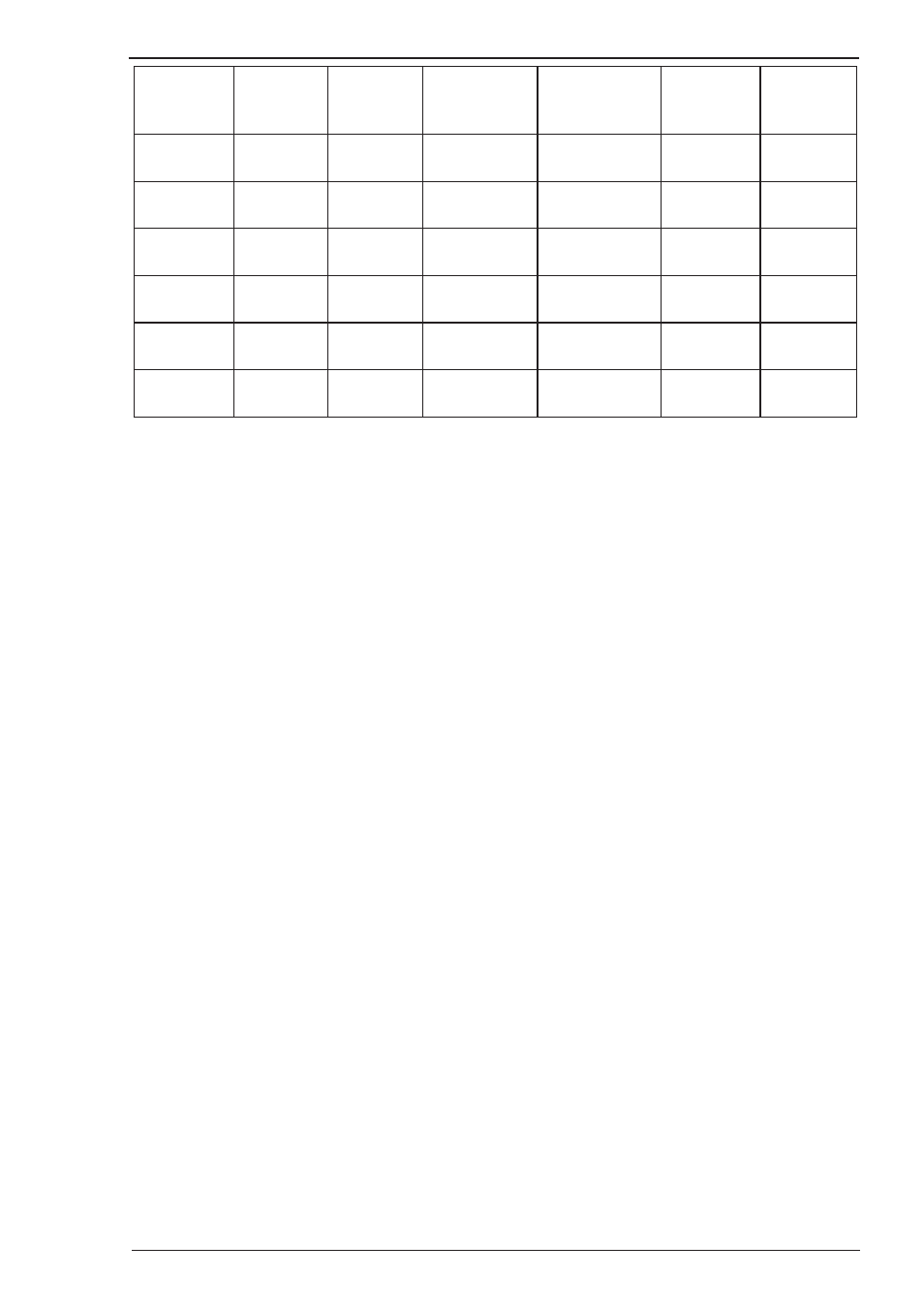
BASIC WELDING GUIDE
Base Metal
Thickness
DC Current
for Mild
Steel
DC Current
for Stainless
Steel
Tungsten
Electrode
Diameter
Filler Rod
Diameter (if
required)
Argon Gas
Flow Rate
Litres/min
Joint Type
0.040”
1.0mm
35-45
40-50
20-30
25-35
0.040”
1.0mm
1/16”
1.6mm
5-7
Butt/Corner
Lap/Fillet
0.045”
1.2mm
45-55
50-60
30-45
35-50
0.040”
1.0mm
1/16”
1.6mm
5-7
Butt/Corner
Lap/Fillet
1/16”
1.6mm
60-70
70-90
40-60
50-70
1/16”
1.6mm
1/16”
1.6mm
7
Butt/Corner
Lap/Fillet
1/8”
3.2mm
80-100
90-115
65-85
90-110
1/16”
1.6mm
3/32”
2.4mm
7
Butt/Corner
Lap/Fillet
3/16”
4.8mm
115-135
140-165
100-125
125-150
3/32”
2.4mm
1/8”
3.2mm
10
Butt/Corner
Lap/Fillet
1/4”
6.4mm
160-175
170-200
135-160
160-180
1/8”
3.2mm
5/32”
4.0mm
10
Butt/Corner
Lap/Fillet
Table 4-10
TIG Welding is generally regarded as a specialised process that requires operator competency. While many of
the principles outlined in the previous Arc Welding section are applicable a comprehensive outline of the TIG
Welding process is outside the scope of this Operating Manual. For further information please refer to www.
cigweld.com or contact Cigweld.