Tweco 550i Transmig User Manual
Page 24
TRANSMIG 350i, 450i, 550i
INSTALLATION, OPERATION AND SETUP 3-4 Manual 0-5205
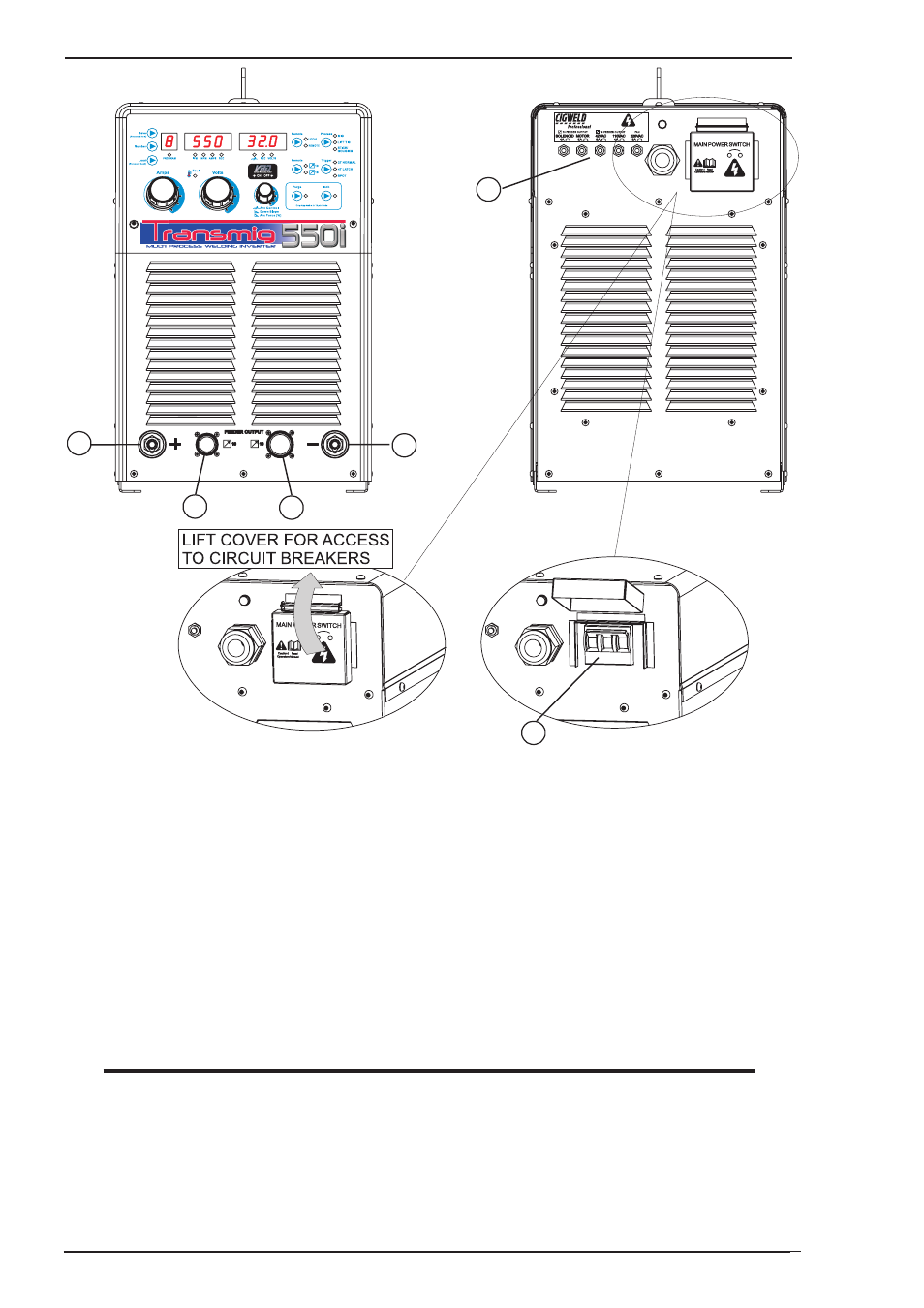
A-10629
18
20
21
19
22
17
Figure 3-1: Front Panel and Controls
1. Amperage Control (Wirespeed)
The amperage control knob adjusts the amount of welding current delivered by the power source.
In MMAW (stick) and GTAW (Lift TIG) modes, the amperage control knob directly adjusts the power inverter
to deliver the desired level of output current.
In 10 PIN GMAW/FCAW modes (MIG), the amperage knob adjusts the speed of the 10 pin remote traveller
wire feed motor (which in turn adjusts the output current by varying the amount of MIG wire delivered to
the welding arc). The optimum wire speed required will be dependent on the welding application.
In 19PIN GMAW/FCAW modes (MIG), the amperage knob is inactive as the wirefeeder speed is adjusted
using the control located on the wirefeeder only.
NOTE
The preview functionality provided on this power source is intended to act as a guide only. Some
difference may be observed between preview values and actual welding values due to factors includ-
ing the mode of welding, differences in consumables/gas mixtures, individual welding techniques
and the transfer mode of the welding arc (ie dip versus spray transfer). Where exact settings are
required (in the case of procedural work), it is recommended that alternate measurement methods
be utilized to ensure output values are accurate.