11 options and accessories – Tweco 550i Transmig User Manual
Page 19
TRANSMIG 350i, 450i, 550i
Manual 0-5205 2-7
INTRODUCTION
NOTE
Due to variations that can occur in manufactured products, claimed performance, voltages, ratings,
all capacities, measurements, dimensions and weights quoted are approximate only. Achievable
capacities and ratings in use and operation will depend upon correct installation, use, applications,
maintenance and service. In the interest of continuous improvement, CIGWELD Pty, Ltd reserves
the right to change the specifications or design of any of its products without prior notice.
2.11 Gouging Specifications (Transmig 550i only)
Gouging is a process where a copper coated carbon electrode is used to rapidly remove material from the
workpiece.
The arc voltage is much higher during Gouging, than in Stick, or Mig welding. This means, that for the same
output current, we have much higher arc volts during Gouging, and therefore much higher output power. It
is because of this extra output power, that we need to rate the power source differently for gouging, than we
do for welding.
Also as we are drawing a much higher output power from the power source during Gouging, in order to keep
the power source's internal temperatures within acceptable limits, the Duty Cycle for Gouging is specified
over a 3 minute duty cycle period, instead of the normal 10 minute duty cycle period specified for the weld-
ing processes.
Refer to Section 3.12 for how to set up for gouging.
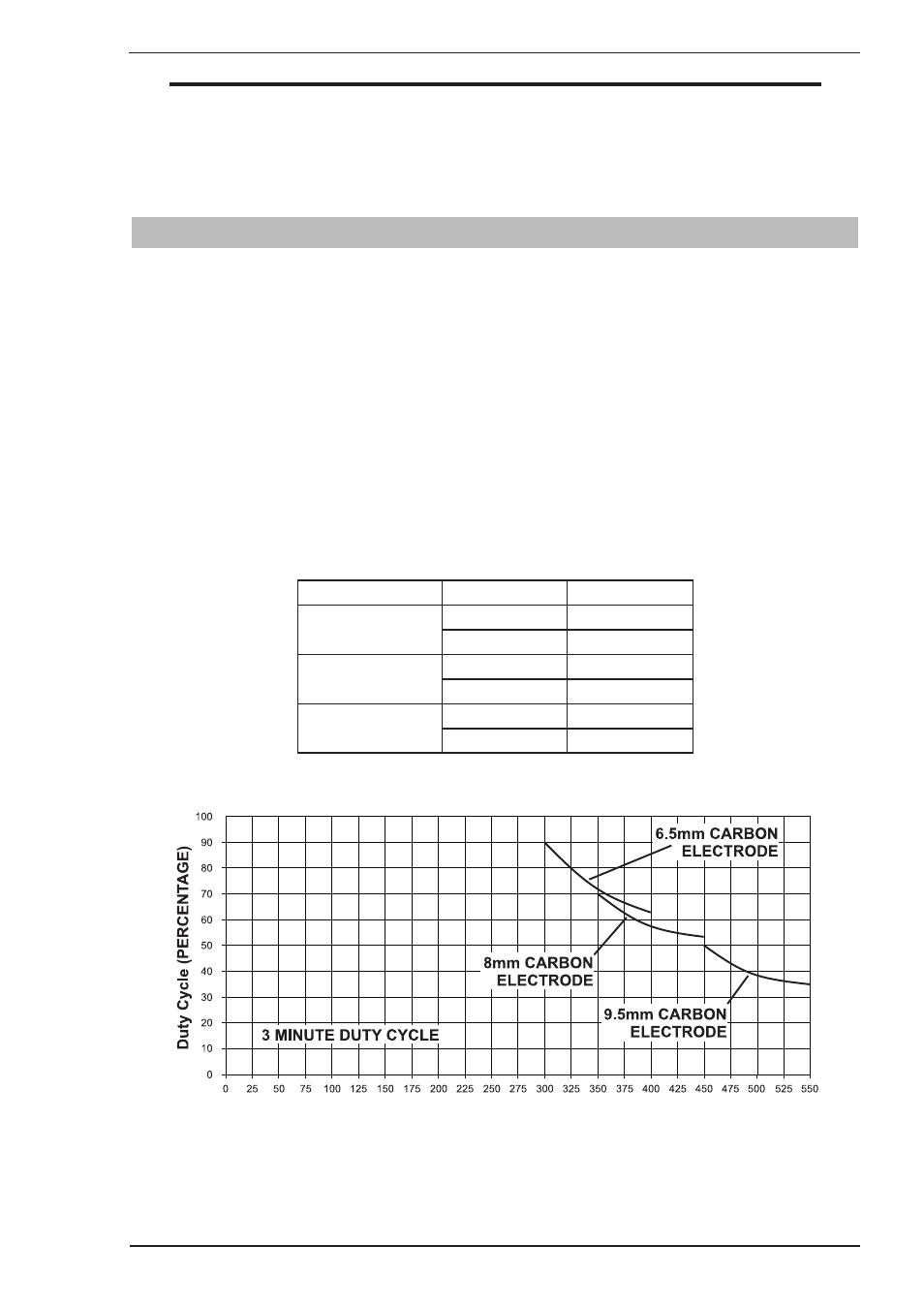
Carbon electrodes have a range of specified operating current. Here are the normal sizes that would be in use
with a power source of this size, and the power source capability when used with these carbon electrode sizes
Electrode Size
Amps
Duty Cycle
6.5mm
300A
90%
400A
63%
8.0mm
350A
70%
450A
54%
9.5mm
450A
50%
550A
35%
Table 2-2: Electrode Size
A-11481
Figure 2-2: Gouging Current (AMPS)