Tweco Max 300 w-TD-750 User Manual
Page 51
Man
ual 0-2557
45
APPENDIX
APPENDIX II:
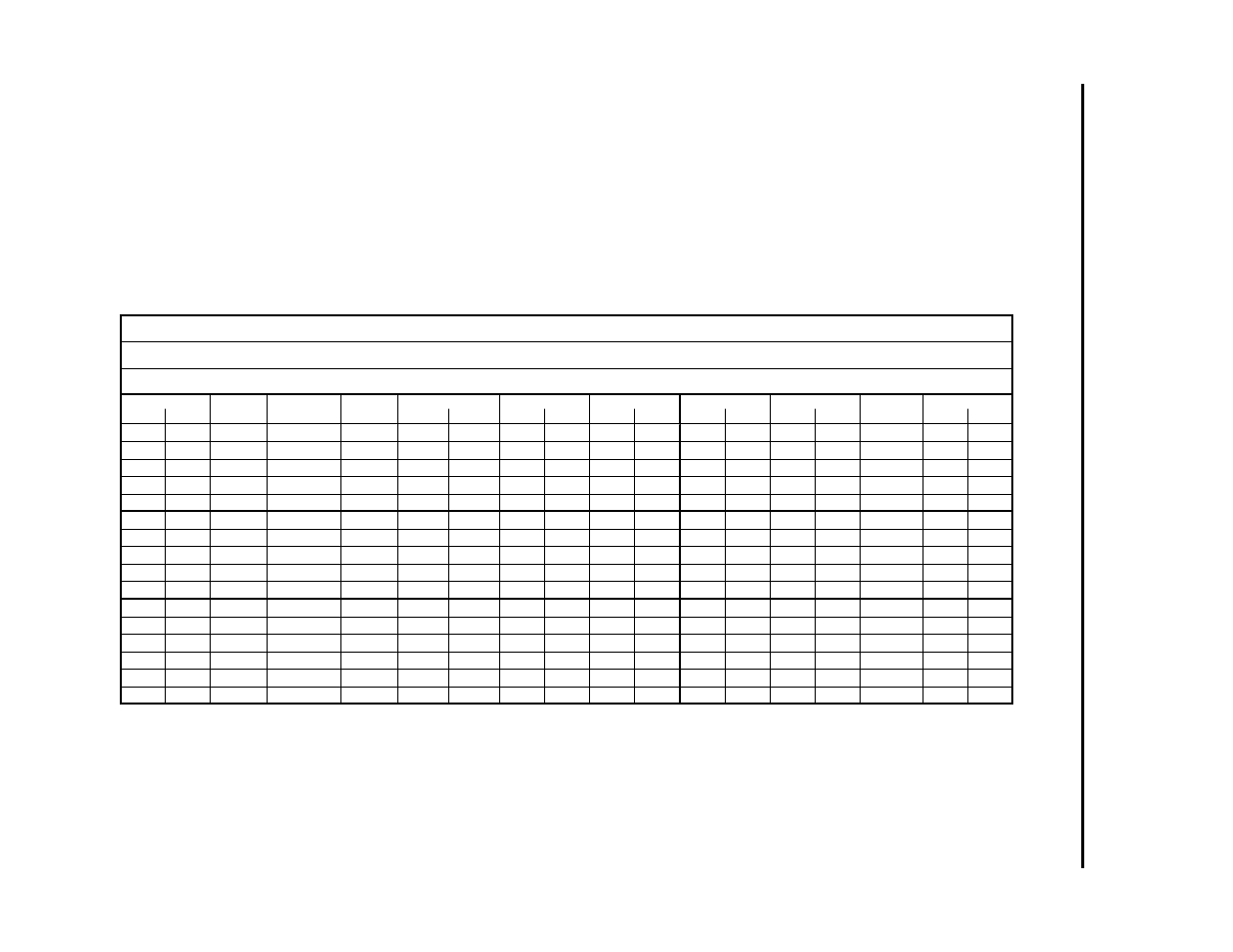
CUTTING SPEED CHAR
TS FOR
TD-750
SYSTEMS (Contin
ued)
Argon-Hyrodgen (ArH2) Plasma Cutting Speed Data Chart
Type Torch: Maximizer 300
Type Material: Aluminum
Type Plasma Gas: Argon-Hyrodgen (ArH2)
Type Secondary Gas: Nitrogen (N2)
Thickness
Tip
Output Volts
Amperage
Speed (Per Minute)
Standoff
Plasma Gas Press
Sec Gas Press
Total Flow (CFH)
Pierce
Pierce Height
Inches
mm
(Cat. No.)
(VDC)
(Amps)
Inches
Meters
Inches
mm
psi
bar
psi
bar
Plasma
Sec
Delay (Sec)
Inches
mm
1/8
3.18
9-6428
130
70
250
6.35
0.25
6.35
60
4.1
60
4.1
58
270
0
0.19
4.76
1/4
6.35
9-6428
140
70
100
2.54
0.25
6.35
60
4.1
60
4.1
58
270
0
0.19
4.76
1/2
12.70
9-6428
150
70
25
0.64
0.25
6.35
60
4.1
60
4.1
58
270
0.5
0.19
4.76
3/4
19.05
9-6428
155
70
15
0.38
0.25
6.35
60
4.1
60
4.1
58
270
0.75
0.25
6.35
1
25.40
9-6428
165
70
10
0.25
0.25
6.35
60
4.1
60
4.1
58
270
1
0.25
6.35
1/4
6.35
9-6429
130
105
140
3.56
0.25
6.35
60
4.1
60
4.1
60
270
0
0.25
6.35
1/2
12.70
9-6429
150
105
60
1.52
0.25
6.35
60
4.1
60
4.1
60
270
0
0.25
6.35
3/4
19.05
9-6429
155
105
35
0.89
0.25
6.35
60
4.1
60
4.1
60
270
0.5
0.25
6.35
1
25.40
9-6429
160
105
25
0.64
0.25
6.35
60
4.1
60
4.1
60
270
0.75
0.25
6.35
1 1/2
38.10
9-6429
165
105
10
0.25
0.25
6.35
60
4.1
60
4.1
60
270
1
0.25
6.35
1/4
6.35
9-6430
130
140
200
5.08
0.25
6.35
60
4.1
60
4.1
60
270
0
0.25
6.35
1/2
12.70
9-6430
135
140
85
2.16
0.25
6.35
60
4.1
60
4.1
60
270
0
0.25
6.35
3/4
19.05
9-6430
140
140
55
1.40
0.25
6.35
60
4.1
60
4.1
60
270
0.5
0.25
6.35
1
25.40
9-6430
145
140
35
0.89
0.25
6.35
60
4.1
60
4.1
60
270
0.75
0.38
9.53
1 1/2
38.10
9-6430
150
140
18
0.46
0.25
6.35
60
4.1
60
4.1
60
270
1
0.38
9.53
2
50.80
9-6430
160
140
10
0.25
0.25
6.35
60
4.1
60
4.1
60
270
1.5
0.38
9.53