06 torch operation, 06 torch operation -10 – Tweco CutMaster 101 with SL100SV User Manual
Page 50
OPERATION
4-10
Manual 0-4642
4
E. Dross
When dross is present on carbon steel, it is commonly referred to as either “high speed, slow speed, or top dross”.
Dross present on top of the plate is normally caused by too great a torch to plate distance. “Top dross” is nor-
mally very easy to remove and can often be wiped off with a welding glove. “Slow speed dross” is normally
present on the bottom edge of the plate. It can vary from a light to heavy bead, but does not adhere tightly to the
cut edge, and can be easily scraped off. “High speed dross” usually forms a narrow bead along the bottom of the
cut edge and is very difficult to remove. When cutting a troublesome steel, it is sometimes useful to reduce the
cutting speed to produce “slow speed dross”. Any resultant cleanup can be accomplished by scraping, not
grinding.
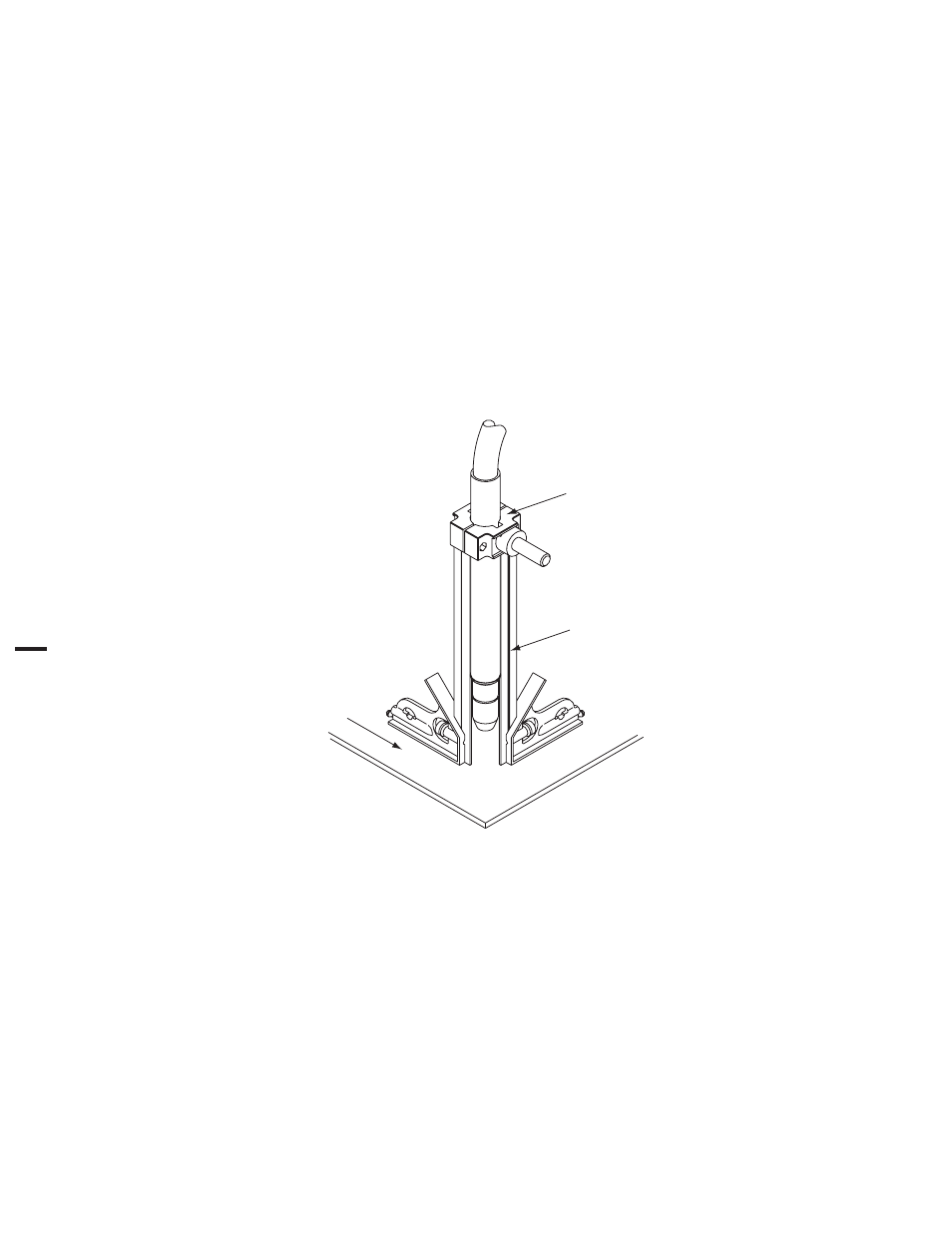
4.06 Torch Operation
A. Cutting
1.
Use a square to check that the torch is perpendicular to the workpiece to obtain a clean, vertical cut
.
A-02585
Workpiece
Square
Pinch Block
Assembly
Checking Alignment
2.
To start a cut at the plate edge, position the center of the torch along the edge of the plate.