Ab c – Enerpac NS-Series User Manual
Page 81
81
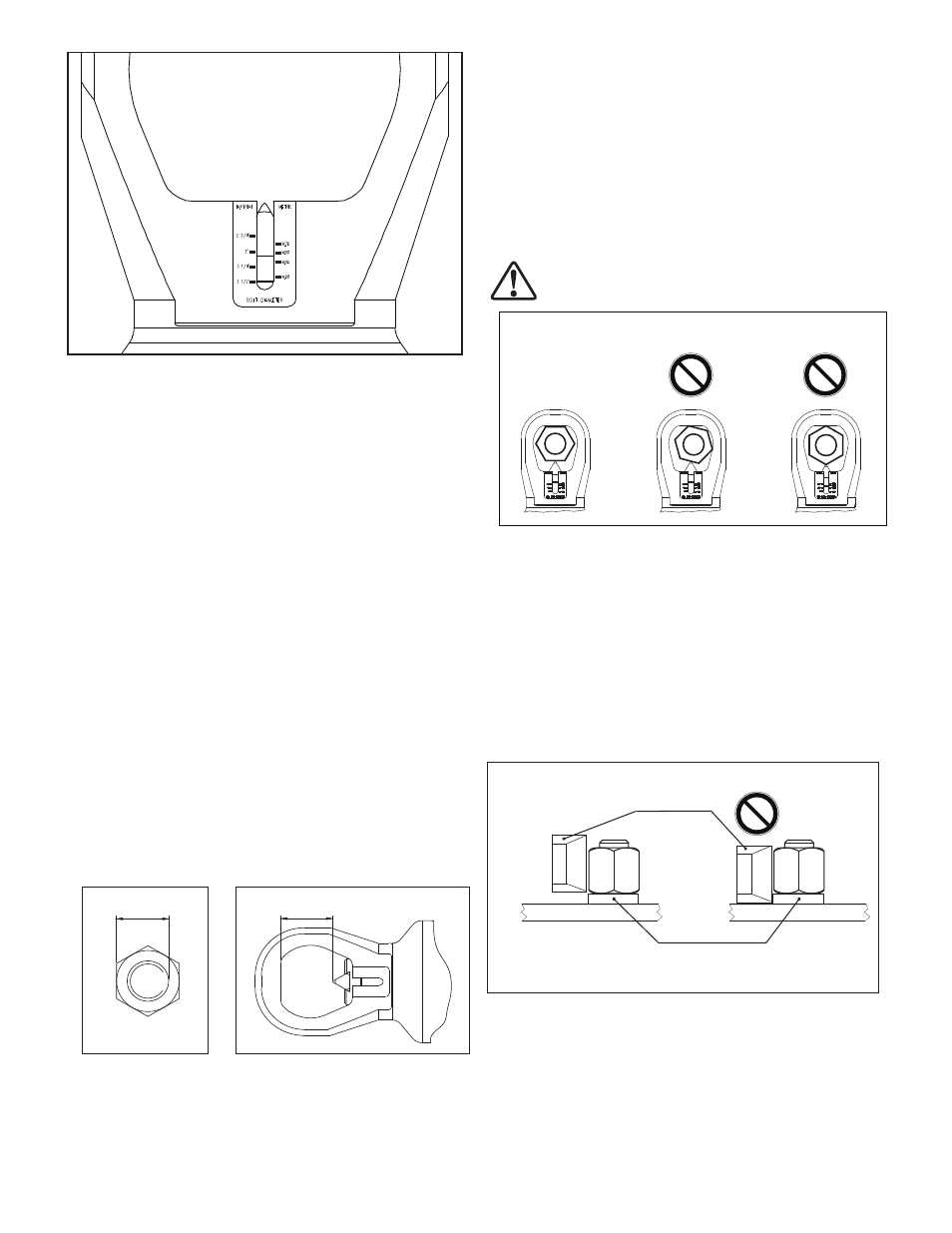
注:刻度标记因切割头尺寸而异。
图 5,刀片切割深度刻度
3. 如果位于切割头筒体上的塑料固定螺钉已拧紧,请将其拧松。
请参阅图 3 的 A 项。
4. 旋转切割头,直至刀片夹持器上的红色标记线与刻度上所需的
螺栓尺寸标记线对准。见图 5。
5. 再次拧紧塑料固定螺钉。
6.2
调整刀片切割深度
(如果刻度上未显示螺栓直径)
1. 测量从螺母平面到螺栓最远端的距离。见图 6。
2. 将螺母劈开器气缸推进至全行程位置,并固定在该处。
3. 如果位于切割头筒体部分中的塑料固定螺钉已拧紧,请将其拧
松。请参阅图 3 的 A 项。
4. 旋转切割头,直至切割头平面至刀片尖端的距离与之前在步骤
1 中测量的螺母至螺栓距离再加上 1 到 2 毫米(1/16 英寸)
的值相同。见图 7。
重要事项:确保看不到任何气缸螺纹。如果可以看到螺纹,则需
要使用更大的切割头,并且可能需要使用更大的气缸。请参阅第
3.1 节,了解更多信息。
5. 再次拧紧塑料固定螺钉。
6. 使螺母劈开器气缸后退。
“X” + 1-2 mm
“X” + mm
图 6
图 7
6.3 螺母切割程序
1. 确认螺母劈开器切割头的尺寸(螺栓范围)适合待切割的螺
母。见第 3.2 节。
2. 确保螺母劈开器刀片状况良好,并且刃口未磨损、出现缺口或
损坏。必要时旋转或更换刀片。
3. 调整刀片切割深度,以防损坏螺栓螺纹。请参阅第 6.1 和
6.2 节,了解调整说明。
4. 按照第 5.3 节所述连接液压软管。确保液压泵油箱已填充至
正确的油位。
5. 为帮助延长刀片寿命,请用二氧化钼基润滑剂或其它高品质润
滑剂对刀片刃口和侧面进行润滑。
小心:涂抹润滑剂时请佩戴手套,以防润滑剂接触到皮
肤。
A
B
C
图 8, 定位切割头
6. 将切割头定位在螺母上方,确保刀片的平面靠在螺母的其中一
个平面上。将螺母定位在切割头内的居中位置,以便刀片从螺
母平面的中心切割。请参阅图 8 的视图“A”。
7. 确保切割头的底面置于法兰上,因为刀片必须尽可能靠近螺母
的底部进行切割。不过,如果螺母下有垫圈,请将螺母劈开器
定位在不会让切割刀片接触到垫圈的位置。见图 9。
重要事项:如果螺母劈开器的定位不当,可能会导致切割刀片、
刀片夹持器及活塞损坏。
刀片
垫圈
图 9, 刀片位置
8. 仅限通风泵:打开通风/填充塞,或松动通风螺钉,进行通
风。
9. 仅限气动或电动泵:将泵设置为提供 69 巴 (1000 psi) 的标
称压力。