Operation, Std cv mig – Lincoln Electric IM10077 POWER FEED 25M User Manual
Page 25
B-9
OPERATION
B-9
POWER FEED™ 25M
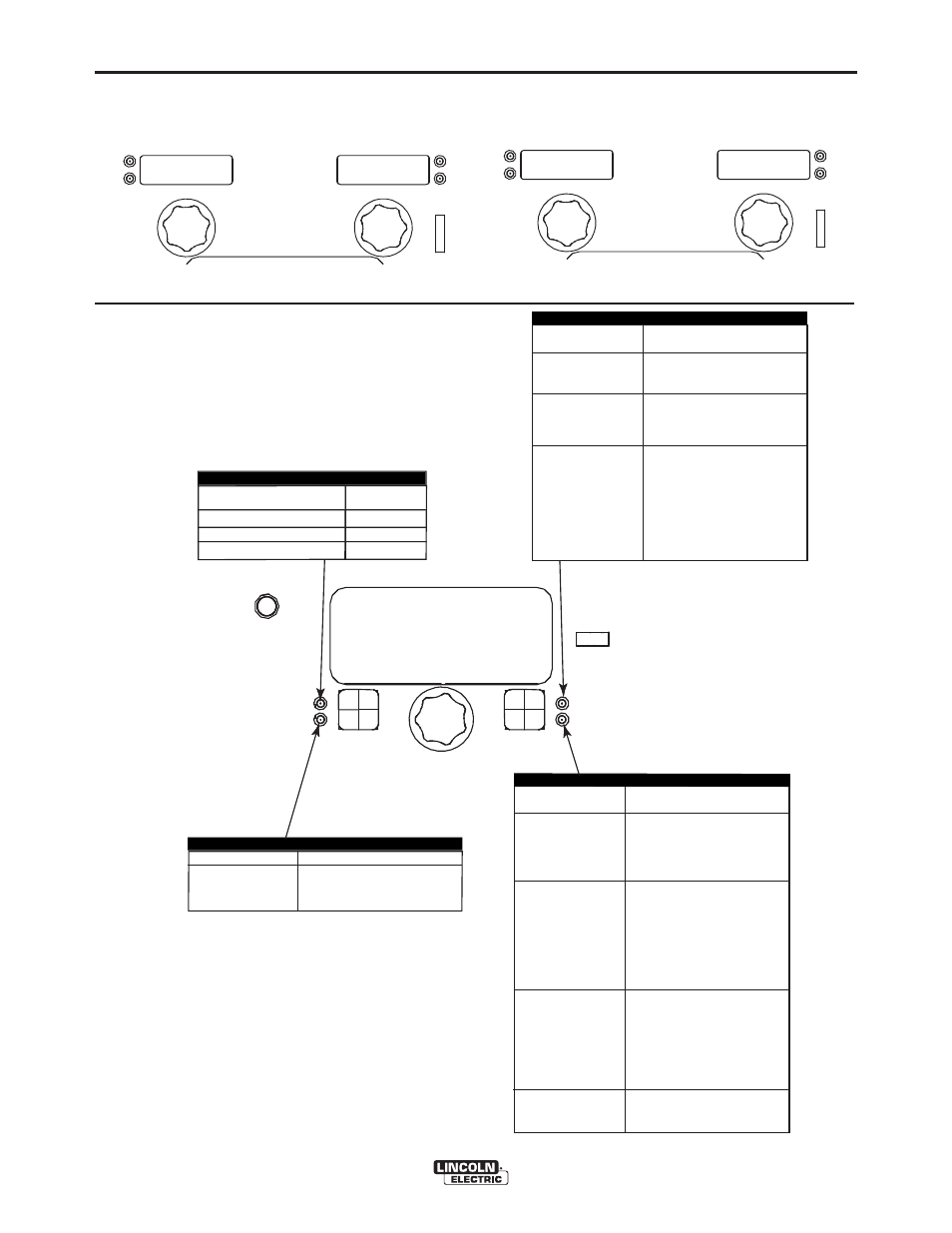
WFS
AMPS
VOLTS
TRIM
300
25.3
WFS
AMPS
VOLTS
TRIM
250
5.7
EFFECT / RANGE
Crater Procedure
Burnback:
DESCRIPTION
Crater Procedure controls the
WFS and Volts for a specified
time at the end of the weld
after the trigger is released.
During the Crater time, the
machine will ramp up or down
from the Weld Procedure to
the Crater Procedure.
The burnback time is the
amount of time that the weld
output continues after the wire
stops feeding. It prevents the
wire from sticking in the puddle
and prepares the end of the
wire for the next arc start.
PROCESS
GMAW, STANDARD CV
GMAW, POWER MODE
FCAW, STANDARD CV
WELD MODE
5
40
6
ULTIMARC*
WELD MODE
END OPTIONS
START OPTIONS
DESCRIPTION
Pinch controls the arc characte-
-ristics when short-arc welding.
*Wave Control in Power Wave
355 and 455 machines.
EFFECT / RANGE
(Soft)-10.0 to
(Crisp)+10.
PINCH
0
EFFECT / RANGE
Preflow Time
Run-In WFS:
.
Start Procedure
DESCRIPTION
Adjusts the time that shielding gas
flows after the trigger is pulled
and prior to feeding wire.
Run-In sets the wire feed
speed from the time the trigger
is pulled until an arc is estab-
lished or 2.5 seconds.
The Start Procedure controls
the WFS and Volts for a speci-
fied time at the beginning of
the weld. During the start time,
the machine will ramp up or
down from the Start Procedure
to the preset Welding
Procedure.
Spot Timer
Adjust the time welding will
continue even if the trigger
is still pulled. This option
has no effect in 4-Step
Trigger Mode.
START OPTIONS
END OPTIONS
SET
SETUP
5
STD CV MIG
WELD MODE
ARC CONTROL
®
Postflow Time
Adjusts the time that shielding
gas flows after the welding out-
put turns off.
DISPLAY OPTIONS:
Modes 5 and 6:
Mode 40:
USER INTERFACE Operation, Non-Synergic GMAW
(MIG) and FCAW (Flux Cored) Welding.