Operation, Smaw (stick) welding – Lincoln Electric IM10077 POWER FEED 25M User Manual
Page 23
B-7
B-7
POWER FEED™ 25M
OPERATION
SMAW (STICK) WELDING
SMAW is most often used for outdoor construction,
pipe welding and general repairs. The wire feeder
controls Amperage, Output Control and Arc Force dur-
ing SMAW welding.
During SMAW welding the wire drive remains idle.
NOTE: When a remote control pot such as a K936-1 or -2
Hand Amptrol is connected, and P.17 is setup for
Stick/Gouge Remote, the pot value will be shown
on the left display, but can only be adjusted to the
max workpoint. The max workpoint is set by adjust-
ing the left knob. When the left knob is adjusted,
the left display will show the max workpoint setting,
and will switch back to show the pot setting when
the knob is done being adjusted.
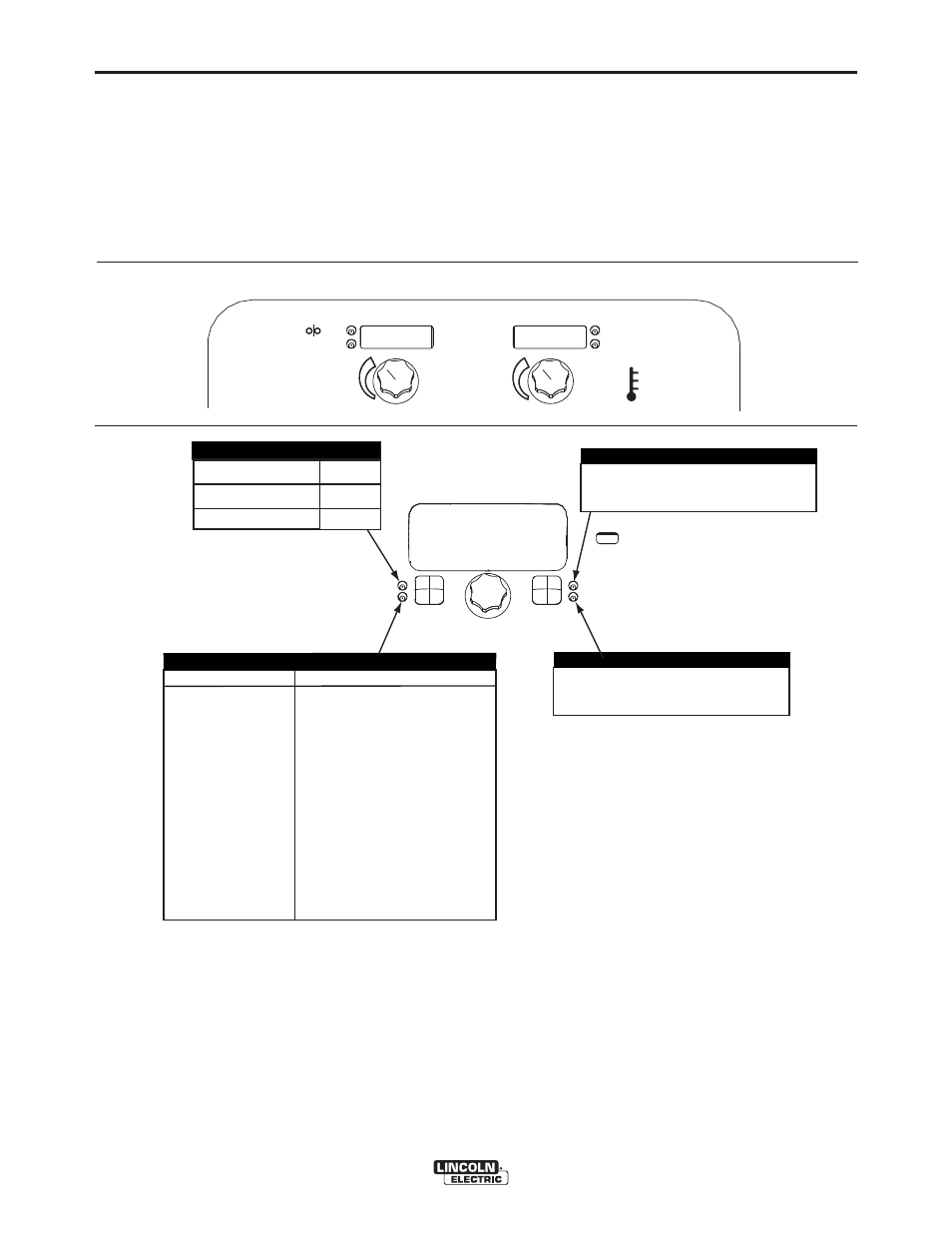
START OPTIONS
END OPTIONS
SETUP
EFFECT / RANGE
ARC FORCE
(Soft)-10.0 to
(Crisp)+10.0
DESCRIPTION
Arc Force adjusts the short cir-
cuit current for a soft arc, or for
a forceful, driving arc. It helps
to prevent sticking and shorting
of organic coated electrodes, par-
ticularity globular transfer types
such as stainless and low
hydrogen. Arc Force is espe-
cially effective for root pass on
pipe with stainless electrode
and helps to minimize spatter
for certain electrodes and pro-
cedure as with low hydrogen,
etc.
No arc ending options are active for
SMAW (Stick) welding modes.
END OPTIONS
UltimArc™ Control
WELD MODE
UltimArc™ Control
PROCESS
Stick Soft(7018)
Stick Crisp(6010)
MODE
1
2
CC STICK MODES
Stick Crisp
2
LESS
AMPS
MORE
AMPS
OUTPUT
OFF
OUTPUT
ON
+
+
194
0
AMPS
WFS
VOLTS
TRIM
n
No arc starting options are active for
SMAW (Stick) welding modes.
START OPTIONS
BASIC OPERATION
CONTROL OPTIONS