Repositioning change gears – Southbend 18' & 60: EVS Toolroom Lathes 220v sb1016 User Manual
Page 62
-60-
For Machines Mfg. Since 7/09
Model SB1016/SB1036
O P E R A T I O N
Repositioning Change Gears
The factory has arranged the change gears in
the "normal position" so all inch and metric
threading and feed selections are available by
shifting levers. However, if modular or diametral
pitch threading is required, the "alternate
position" must be used. When the gears are
changed they must be cleaned and re-coated with
grease and the gear tooth backlash must reset for
smooth operation.
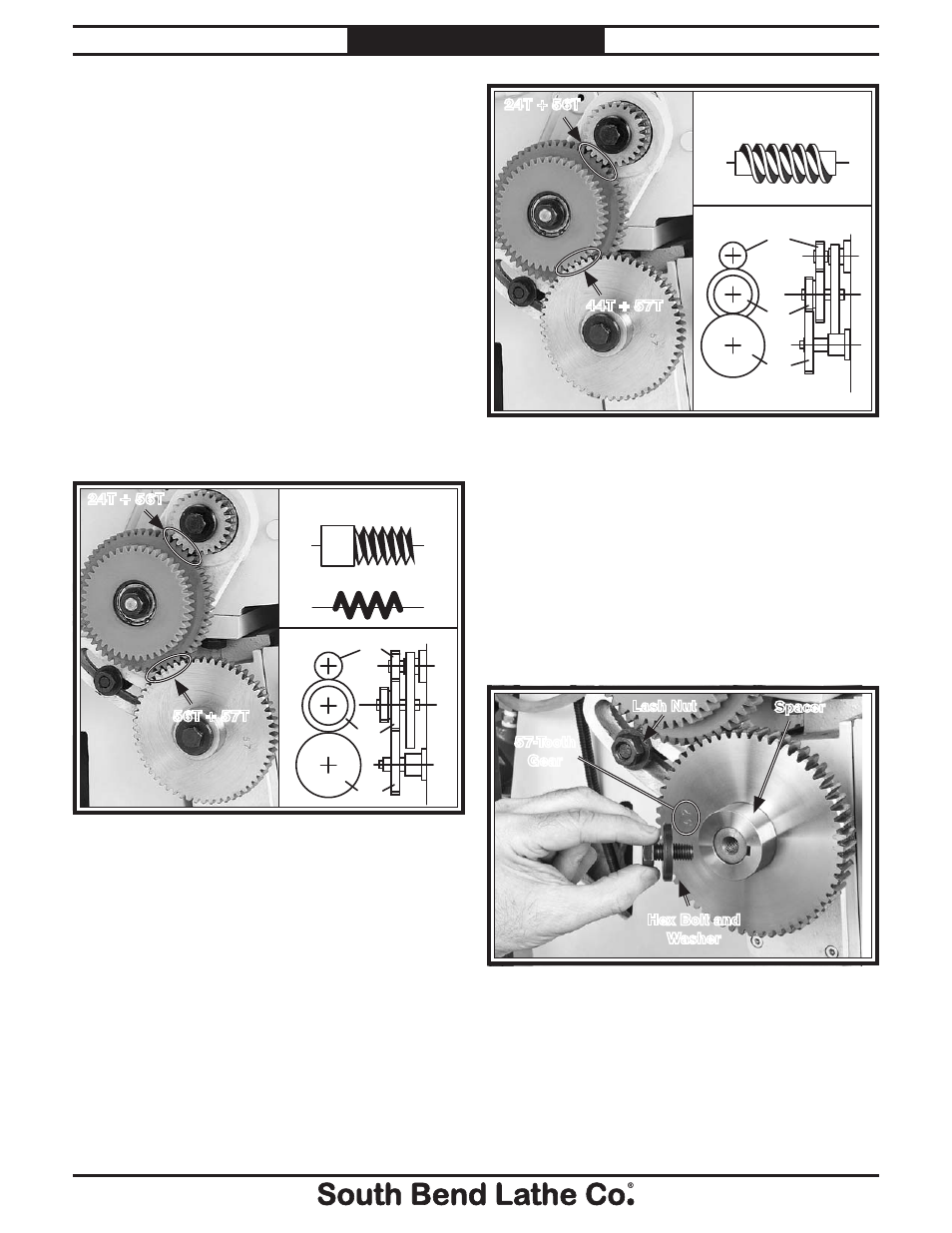
Normal Position
The 24T change gear is installed in the top
position, the 44T/56T change gears in the middle
position, and the 57T change gear in the bottom
position, as shown in Figure 104. In the normal
position, the 56T and 57T gears are meshed,
which allows for inch and metric threading and
all general feed operations.
Figure 105. Alternate change gear position for
modular and diametral pitch threading.
Configuring Change Gears
1.
DISCONNECT LATHE FROM POWER!
2.
Shift the gearbox range lever to "Low" so
that the gears will not rotate when the hex
bolt is loosened and retightened.
3.
Remove the gear cover, the hex bolt, and the
flat washer shown in Figure 106.
24T + 56T
44T + 57T
24T
44T
57T
Modular and Diametral
Threading Symbol
Figure 106. Removing the change gear.
Spacer
Lash Nut
Hex Bolt and
Washer
57-Tooth
Gear
4.
Swap the position of the 57-tooth gear and
spacer, and reinstall the bolt and washer.
5.
Use a 23mm wrench to loosen the lash nut,
set the tooth backlash to 0.003"-0.005", and
reinstall the nut and gear cover.
Alternate Position
When the 44- and 57-tooth change gears are
meshed (see Figure 105), the lathe is setup for
modular and diametral pitch turning.
Figure 104. Normal change gear position for inch and
metric threading and feeds.
24T + 56T
56T + 57T
57T
56T
24T
Feed Symbol
Inch and Metric
Threading Symbol