10 measure ridge width (cycle 426, din/iso: g426), Cycle run, Please note while programming – HEIDENHAIN TNC 640 (34059x-01) Cycle programming User Manual
Page 485
HEIDENHAIN TNC 640
485
1
7.1
0 MEA
S
URE RIDGE WIDTH (Cy
c
le
426, DIN/ISO: G426)
17.10 MEASURE RIDGE WIDTH
(Cycle 426, DIN/ISO: G426)
Cycle run
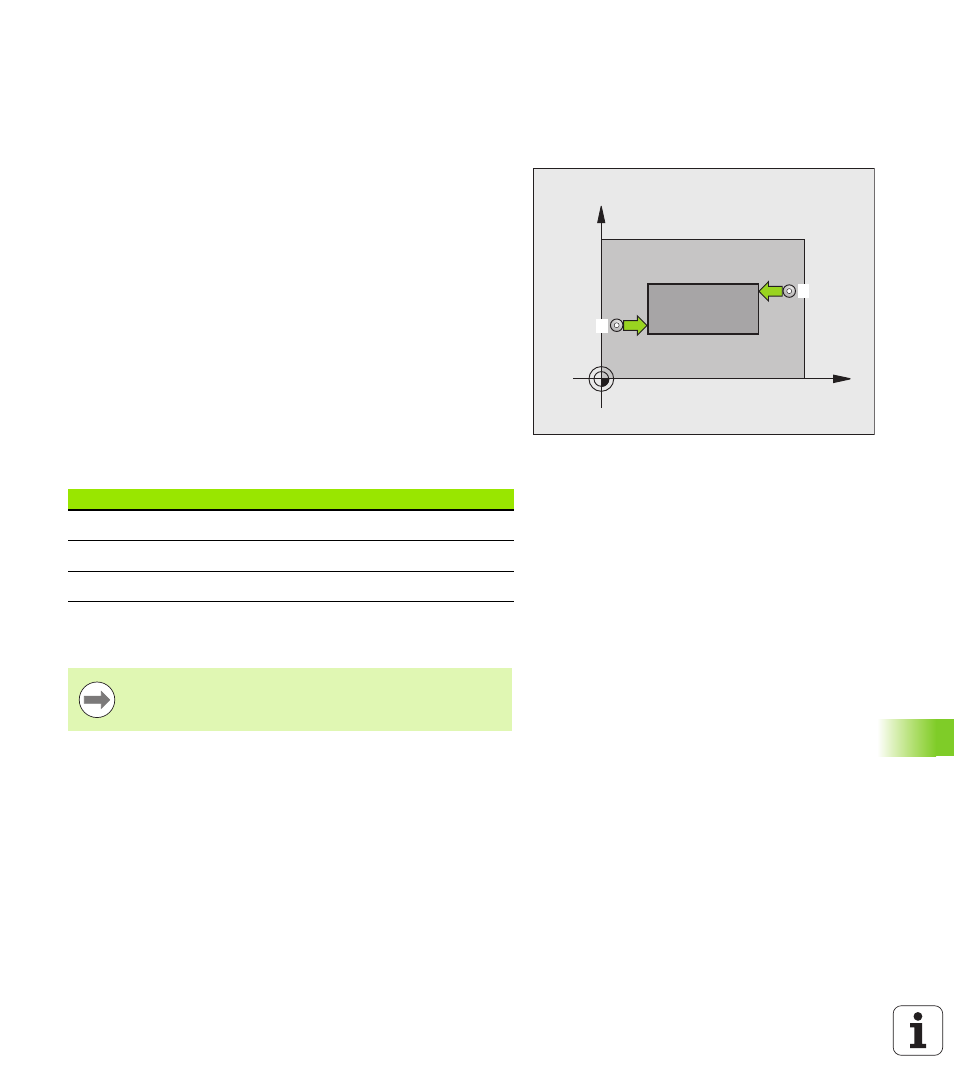
Touch Probe Cycle 426 measures the position and width of a ridge. If
you define the corresponding tolerance values in the cycle, the TNC
makes a nominal-to-actual value comparison and saves the deviation
value in system parameters.
1
The TNC positions the touch probe at rapid traverse (value from
FMAX
column) following the positioning logic (see "Executing touch
probe cycles" on page 373) to the starting point
1
. The TNC
calculates the touch points from the data in the cycle and the
safety clearance from the SET_UP column of the touch probe table.
2
Then the touch probe moves to the entered measuring height and
probes the first touch point at the probing feed rate (column F). The
first probing is always in the negative direction of the programmed
axis.
3
Then the touch probe moves at clearance height to the next
starting position and probes the second touch point.
4
Finally the TNC returns the touch probe to the clearance height and
saves the actual values and the deviation in the following
Q parameters:
Please note while programming:
X
Y
1
2
Parameter number
Meaning
Q156
Actual value of measured length
Q157
Actual value of the centerline
Q166
Deviation of the measured length
Before a cycle definition you must have programmed a
tool call to define the touch probe axis.