Cycle parameters – HEIDENHAIN TNC 640 (34059x-01) Cycle programming User Manual
Page 162
162
Fixed Cycles: Pattern Definitions
6.2 POLAR P
A
T
TERN (Cy
c
le 220, DIN/ISO: G220)
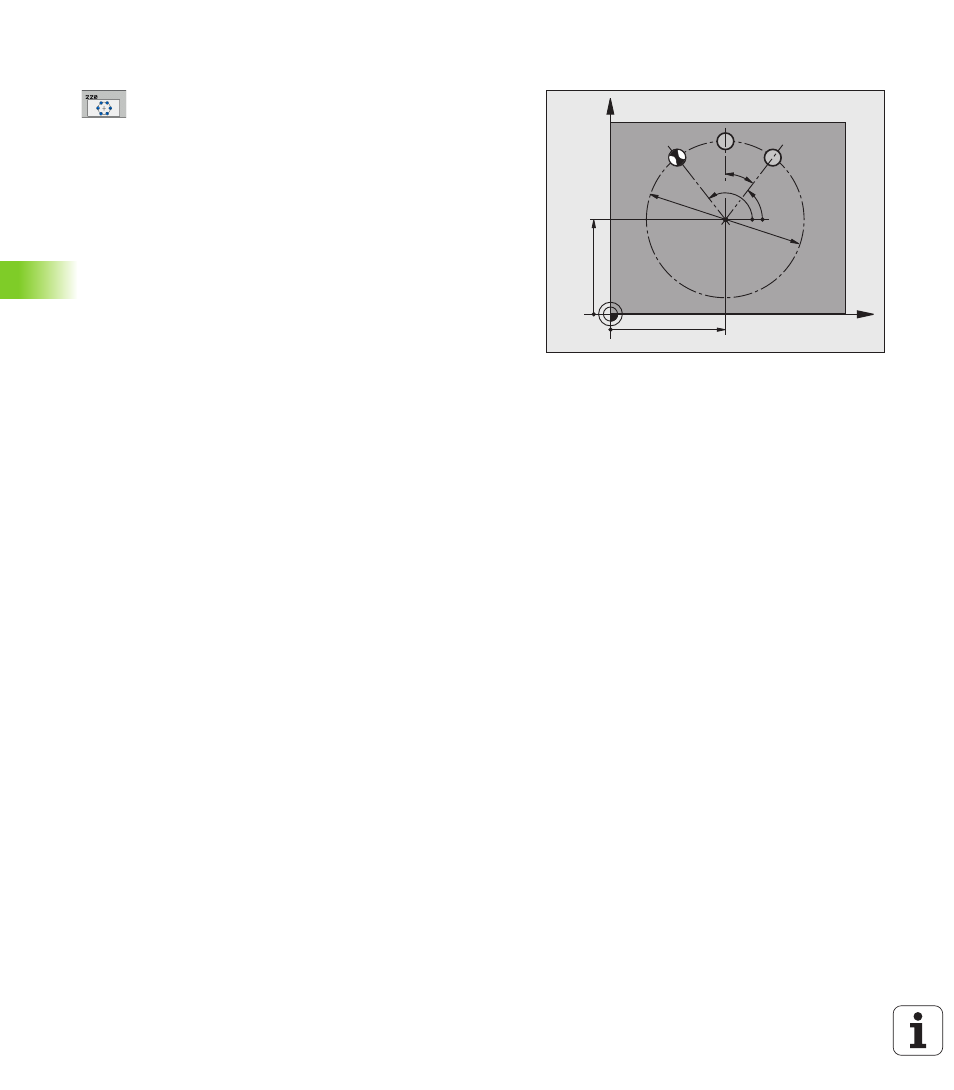
Cycle parameters
U
Center in 1st axis
Q216 (absolute): Center of the
pitch circle in the reference axis of the working plane.
Input range -99999.9999 to 99999.9999
U
Center in 2nd axis
Q217 (absolute): Center of the
pitch circle in the minor axis of the working plane.
Input range -99999.9999 to 99999.9999
U
Pitch circle diameter
Q244: Diameter of the pitch
circle. Input range 0 to 99999.9999
U
Starting angle
Q245 (absolute): Angle between the
reference axis of the working plane and the starting
point for the first machining operation on the pitch
circle. Input range -360.000 to 360.000
U
Stopping angle
Q246 (absolute): Angle between the
reference axis of the working plane and the starting
point for the last machining operation on the pitch
circle (does not apply to full circles). Do not enter the
same value for the stopping angle and starting angle.
If you enter the stopping angle greater than the
starting angle, machining will be carried out
counterclockwise; otherwise, machining will be
clockwise. Input range -360.000 to 360.000
U
Stepping angle
Q247 (incremental): Angle between
two machining operations on a pitch circle. If you
enter an angle step of 0, the TNC will calculate the
angle step from the starting and stopping angles and
the number of pattern repetitions. If you enter a value
other than 0, the TNC will not take the stopping angle
into account. The sign for the angle step determines
the working direction (negative = clockwise). Input
range -360.000 to 360.000
U
Number of repetitions
Q241: Number of
machining operations on a pitch circle. Input range
1 to 99999
X
Y
Q217
Q216
Q247
Q245
Q244 Q246
N = Q241