9 contour train (cycle 25, din/iso: g125), Cycle run, Please note while programming – HEIDENHAIN TNC 640 (34059x-01) Cycle programming User Manual
Page 188
188
Fixed Cycles: Contour Pocket
7.
9 CONT
OUR TRAIN (Cy
c
le 25, DIN/ISO: G125)
7.9 CONTOUR TRAIN (Cycle 25,
DIN/ISO: G125)
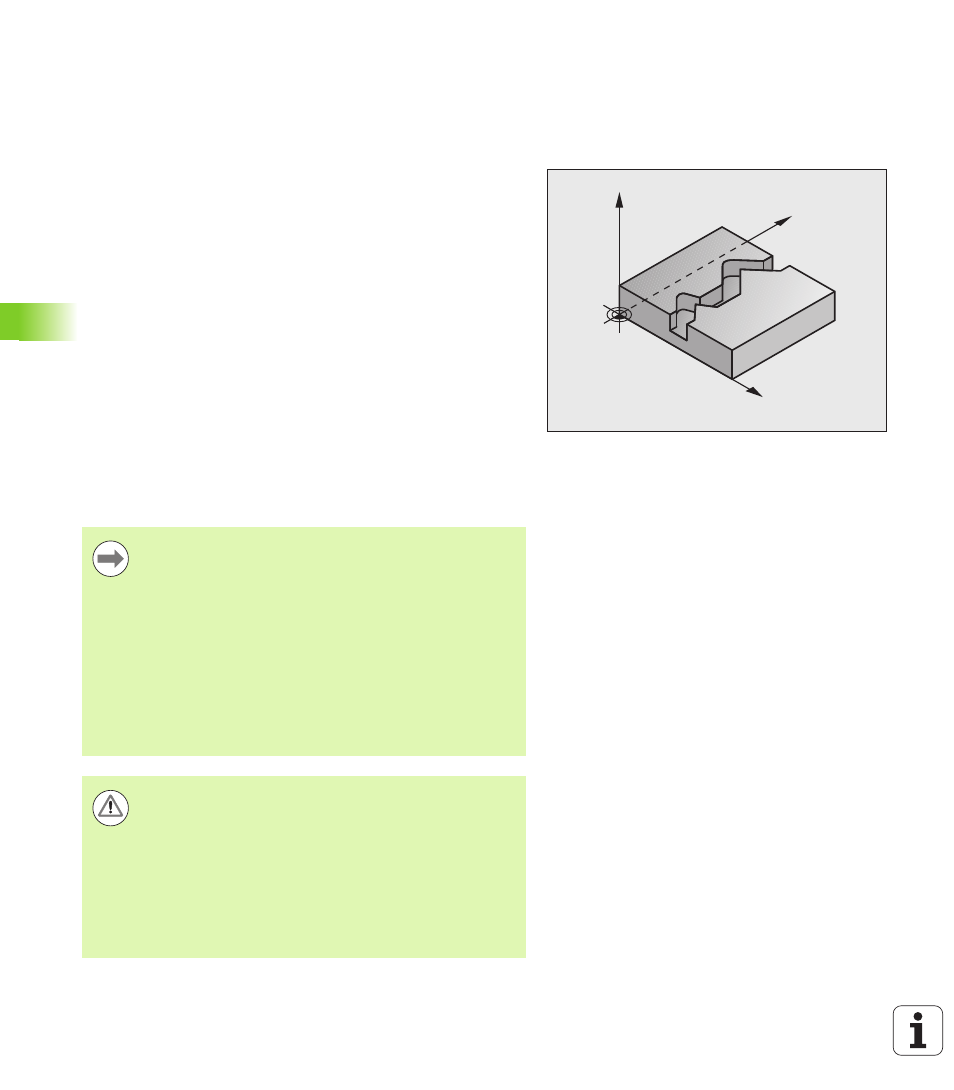
Cycle run
In conjunction with Cycle 14 CONTOUR GEOMETRY, this cycle
facilitates the machining of open and closed contours.
Cycle 25 CONTOUR TRAIN offers considerable advantages over
machining a contour using positioning blocks:
The TNC monitors the operation to prevent undercuts and surface
blemishes. It is recommended that you run a graphic simulation of
the contour before execution.
If the radius of the selected tool is too large, the corners of the
contour may have to be reworked.
The contour can be machined throughout by up-cut or by climb
milling. The type of milling even remains effective when the
contours are mirrored.
The tool can traverse back and forth for milling in several infeeds:
This results in faster machining.
Allowance values can be entered in order to perform repeated
rough-milling and finish-milling operations.
Please note while programming:
Y
X
Z
The algebraic sign for the cycle parameter DEPTH
determines the working direction. If you program
DEPTH=0, the cycle will not be executed.
The TNC takes only the first label of Cycle 14 CONTOUR
GEOMETRY into account.
The memory capacity for programming an SL cycle is
limited. You can program up to 16384 contour elements in
one SL cycle.
Cycle 20 CONTOUR DATA is not required.
The miscellaneous functions M109 and M110 are not
effective when machining a contour with Cycle 25.
Danger of collision!
To avoid collisions,
Do not program positions in incremental dimensions
immediately after Cycle 25 since they are referenced to
the position of the tool at the end of the cycle.
Move the tool to defined (absolute) positions in all main
axes, since the position of the tool at the end of the
cycle is not identical to the position of the tool at the
start of the cycle.