Cycle parameters, 5 turn shoulder, l o ngitudinal (cy c le 81 1) – HEIDENHAIN TNC 640 (34059x-01) Cycle programming User Manual
Page 289
HEIDENHAIN TNC 640
289
13.5 TURN SHOULDER, L
O
NGITUDINAL (Cy
c
le 81
1)
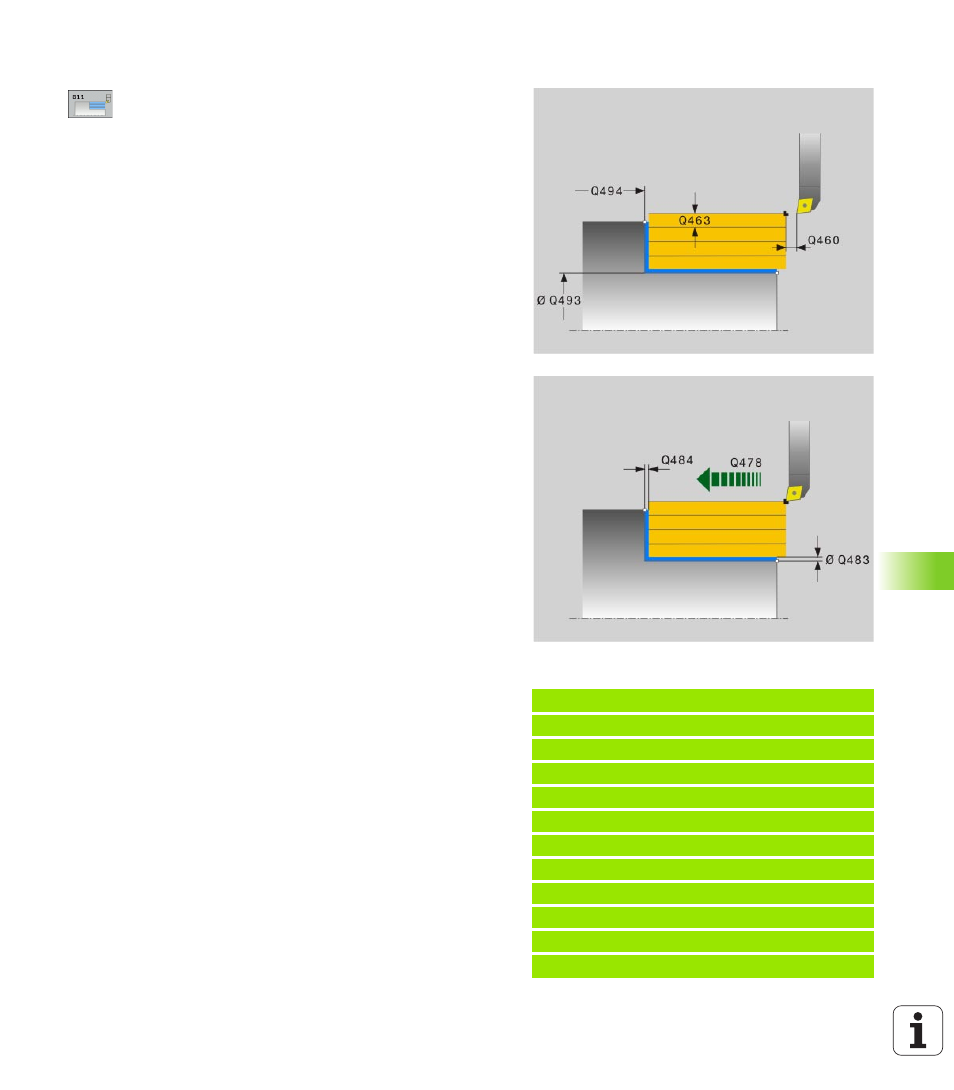
Cycle parameters
U
Machining operation
Q215: Define the machining
operation:
0: Roughing and finishing
1: Only roughing
2: Only finishing to finished dimension
3: Only finishing to oversize
U
Set-up clearance
Q460 (incremental): Distance for
retraction and pre-positioning
U
Diameter at end of contour
Q493: X coordinate of
the contour end point (diameter value)
U
Contour end in Z
Q494: Z coordinate of the contour
end point
U
Maximum cutting depth
Q463: Maximum infeed
(radius value) in radial direction. The infeed is divided
evenly to avoid abrasive cuts.
U
Roughing feed rate
Q478: Feed rate during roughing.
If M136 has been programmed, the value is
interpreted by the TNC in millimeters per revolution,
without M136 in millimeters per minute.
U
Oversize in diameter
Q483: Diameter oversize for
the defined contour
U
Oversize in Z
Q484: Oversize for the defined contour
in axial direction
U
Finishing feed rate
Q505: Feed rate during
finishing. If M136 has been programmed, the value is
interpreted by the TNC in millimeters per revolution,
without M136 in millimeters per minute.
Example: NC blocks
11 CYCL DEF 811 TURN SHOULDER LONG.
Q215=+0
;MACHINING OPERATION
Q460=+2
;SET-UP CLEARANCE
Q493=+50
;DIAMETER AT END OF CONTOUR
Q494=-55
;CONTOUR END IN Z
Q463=+3
;MAX. CUTTING DEPTH
Q478=+0.3 ;ROUGHING FEED RATE
Q483=+0.4 ;OVERSIZE IN DIAMETER
Q484=+0.2 ;OVERSIZE IN Z
Q505=+0.2 ;FEED RATE FOR FINISHING
12 L X+75 Y+0 Z+2 FMAX M303
13 CYCL CALL