HEIDENHAIN iTNC 530 (340 49x-05) Pilot User Manual
Page 141
141
Definin
g
Machining Operations
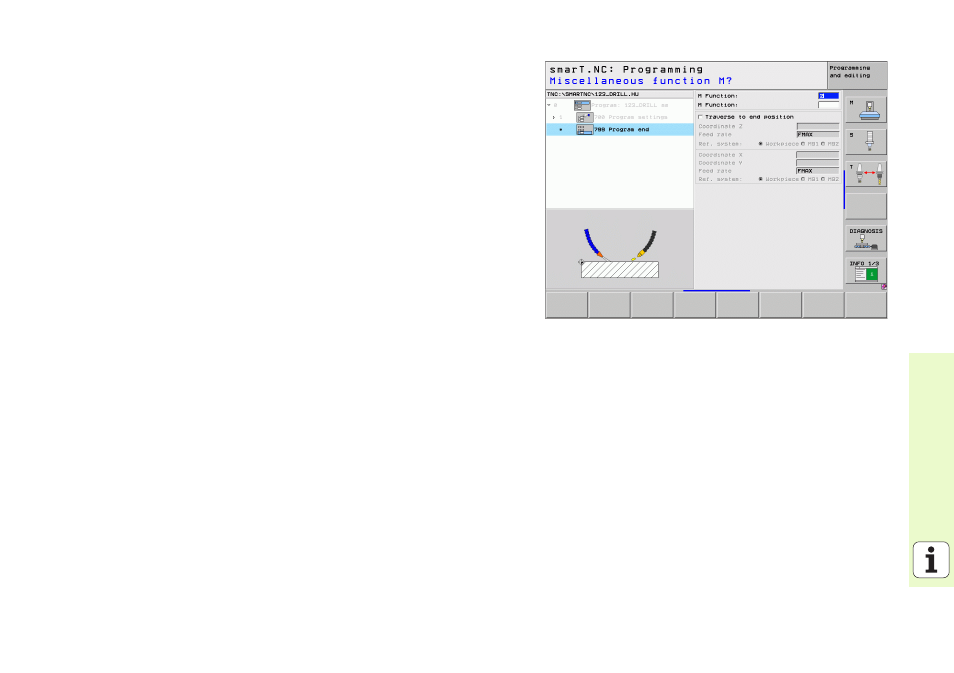
Unit 799 Program end unit
With this unit you designate the end of a unit program. You can define
miscellaneous functions M and alternatively a position that the TNC
should approach.
Parameters:
M function: If desired, enter any miscellaneous functions M. The TNC
automatically enters M2 (program end) with defining process
Approach end position
: If desired, enter a position to be approached
at program end. Positioning sequence: First the tool axis (Z), then the
machining plane (X/Y)
Workpiece reference system
: Coordinates entered reference the
active workpiece datum
M91
: Coordinates entered reference the machine datum (M91)
M92
: Coordinates entered reference a machine-set position (M92)
defined by the machine manufacturer