Cycle parameters – HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming User Manual
Page 325
HEIDENHAIN iTNC 530
325
14.7 Compensating w
o
rk
piece misa
lignment b
y
r
o
tating the C axis
(Cy
c
le
405, DIN/ISO: G405)
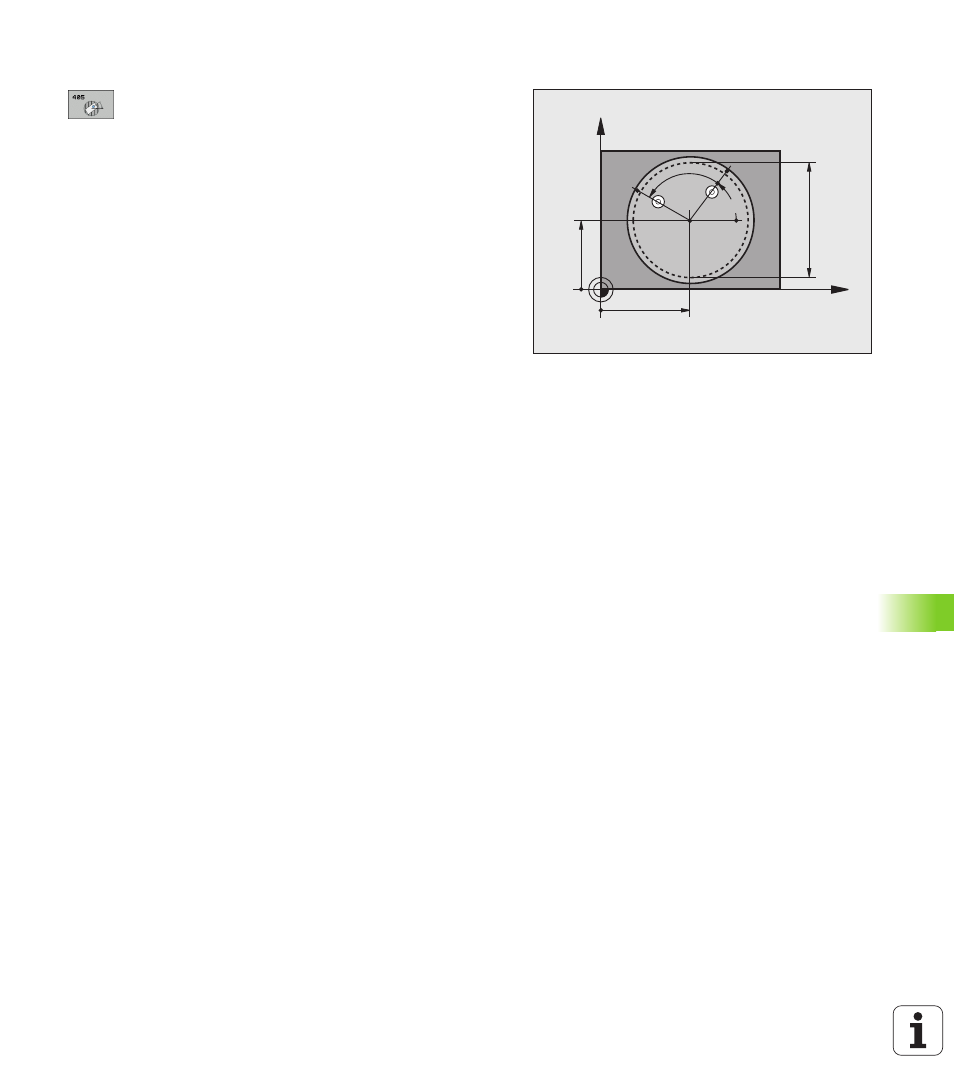
Cycle parameters
U
Center in 1st axis
Q321 (absolute): Center of the
hole in the reference axis of the working plane. Input
range: -99999.9999 to 99999.9999
U
Center in 2nd axis
Q322 (absolute value): Center of
the hole in the minor axis of the working plane. If you
program Q322 = 0, the TNC aligns the hole center to
the positive Y axis. If you program Q322 not equal to
0, then the TNC aligns the hole center to the nominal
position (angle of the hole center). Input range:
-99999.9999 to 99999.9999
U
Nominal diameter
Q262: Approximate diameter of the
circular pocket (or hole). Enter a value that is more
likely to be too small than too large. Input range: 0 to
99999.9999
U
Starting angle
Q325 (absolute): Angle between the
reference axis of the working plane and the first touch
point. Input range: -360.000 to 360.000
U
Stepping angle
Q247 (incremental): Angle between
two measuring points. The algebraic sign of the
stepping angle determines the direction of rotation
(negative = clockwise) in which the touch probe
moves to the next measuring point. If you wish to
probe a circular arc instead of a complete circle, then
program the stepping angle to be less than 90°. Input
range: -120.000 to 120.000
X
Y
Q322
Q321
Q262
Q325
Q247