HEIDENHAIN TNC 122 User Manual User Manual
Page 47
5
Programming
TNC 122
47
Program section repeats
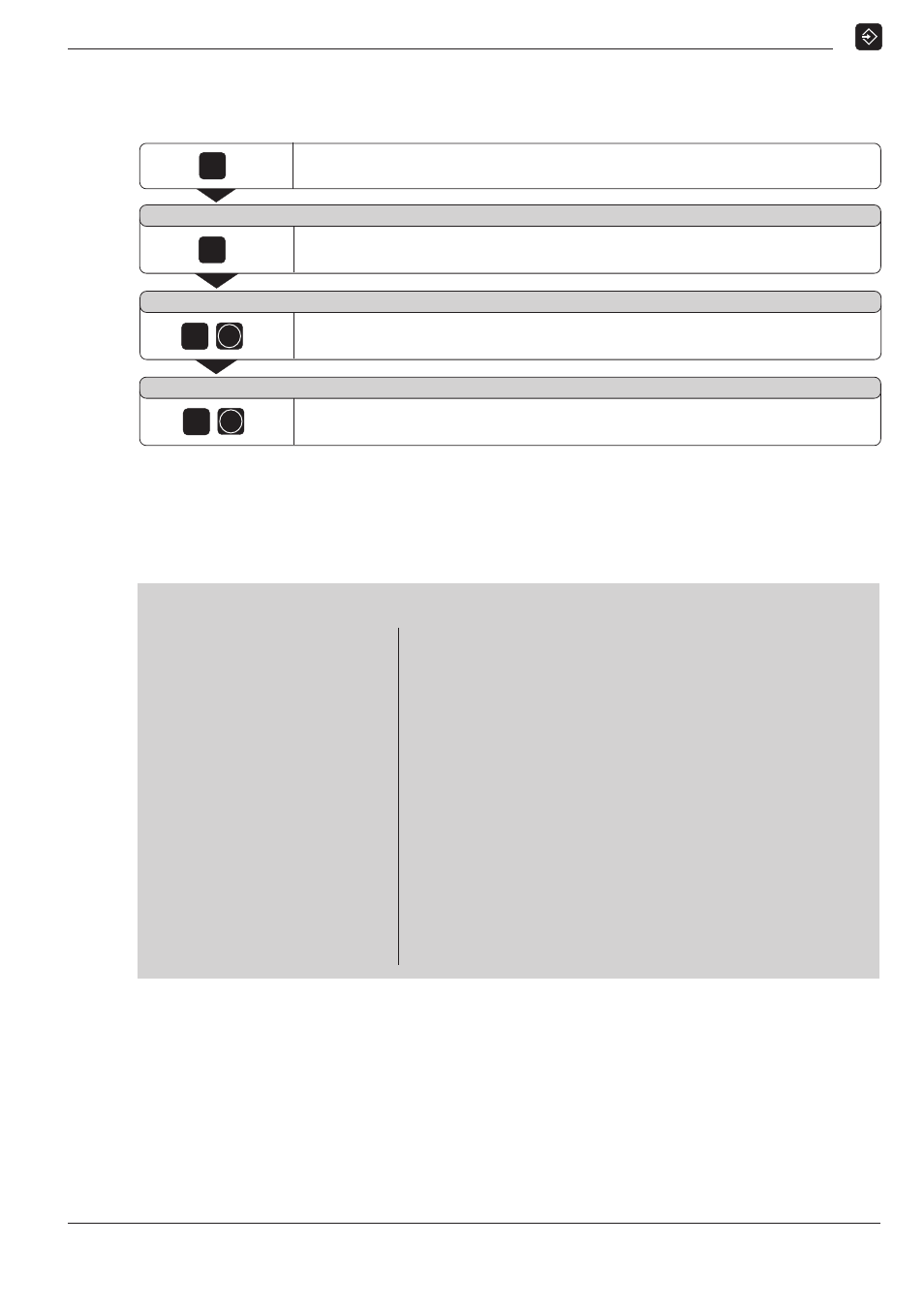
Example: Entering a program section repeat: CALL L
C A L L L 5 R
Enter the desired number of repetitions R, for example 4.
Confirm your entry. The resulting program block is CALL L 5 R4 / 4
Select the LBL function.
LBL
S E T = E N T / C A L L = L B L
LBL
Select CALL to call the label.
C A L L L 0
ENT
5
Enter the label number.
Confirm your entry.
After a CALL L block in the operating mode PROGRAM RUN, the
TNC repeats those program blocks that are located below the L
block with the called number and above the CALL LBL block.
Note that the program section will always be executed one more
time than the programmed number of repetitions.
ENT
4
Program blocks
0
BEGIN PGM 70
Start of program, program number
1
F 9999
High feed rate for pre-positioning
2
Z+20.000
Clearance height
5
M 3
Spindle ON, clockwise
6
X+30.000
R0
X coordinate infeed point slot
7
Y+10.000
R0
X coordinate infeed point slot
8
LBL 1
Start of program section 1
9
F 150
Machining feed rate during the program section repeat
10
Z-12.000
Infeed
11
IX+16.000
R0
Mill the slot
12
F 9999
High feed rate for retracting and pre-positioning
13
Z+2.000
Retract
14
IX-16.000
R0
Positioning in X
15
IY+15.000
R0
Positioning in Y
16
CALL L1 R4 / 4
Repeat program section 1 four times
17
Z+20.000
Clearance height
18
M 2
Stop program run, spindle STOP, coolant OFF
19
END PGM 70
End of program, program number