Subprograms, L b l – HEIDENHAIN TNC 122 User Manual User Manual
Page 44
5
Programming
44
TNC 122
Y
X
60
50
0
0
40
20
40
10
20
8
3
2
1
Example: Inserting a label for a subprogram
Mode of operation: PROGRAMMING AND EDITING
Subprograms
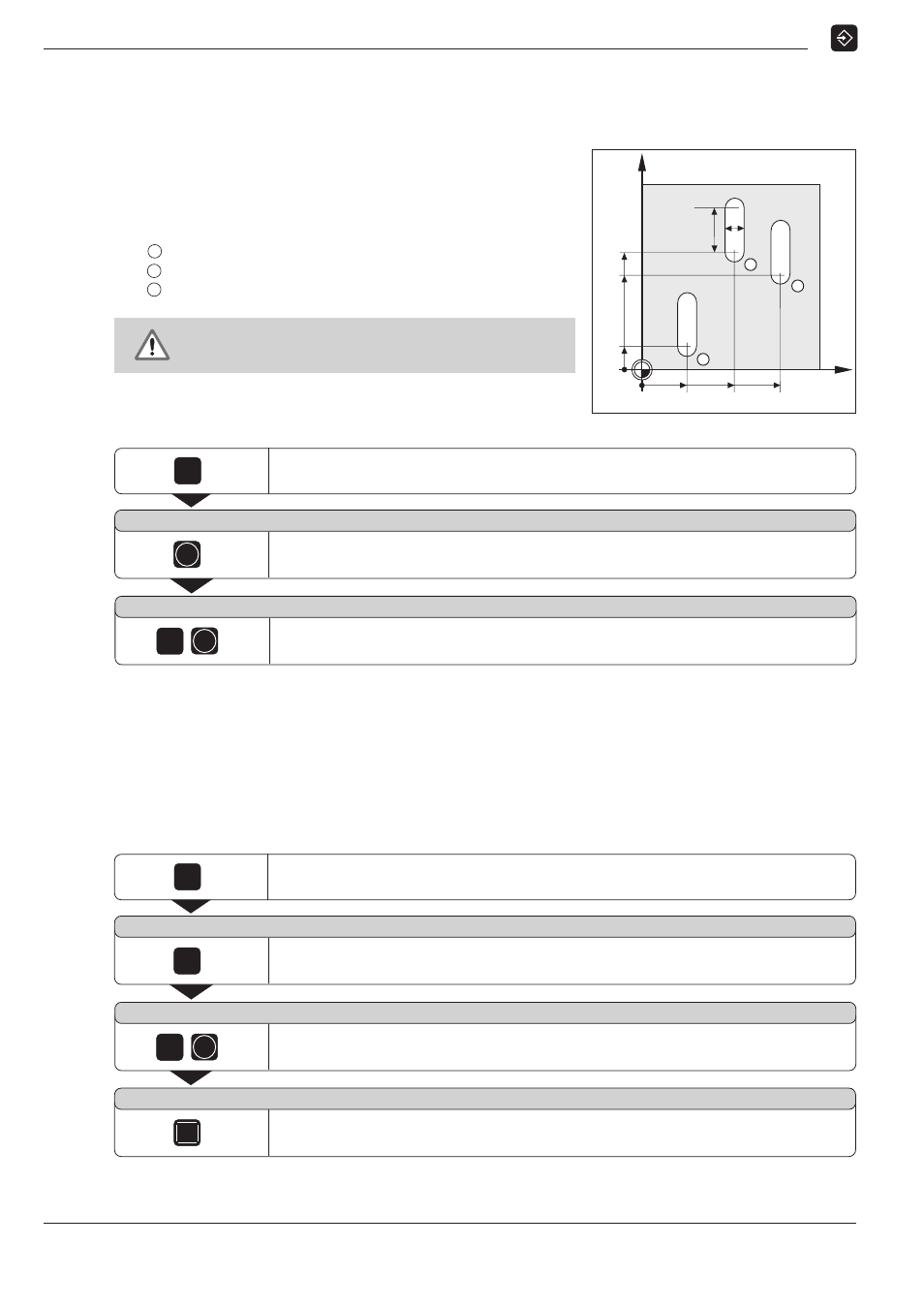
Programming example: Subprogram for slots
Slot lengths:
20 mm + tool diameter
Slot depths:
– 10 mm
Slot diameters:
8 mm (= tool diameter)
Infeed point coordinates
Slot
X = 20 mm
Y = 10 mm
Slot
X = 40 mm
Y = 50 mm
Slot
X = 60 mm
Y = 40 mm
Select the LBL function.
LBL
S E T = E N T / C A L L = L B L
ENT
Select SET to set a label.
L B L ...
ENT
5
The beginning of a subprogram (or a program section repeat) is
now marked with the label. Enter the program blocks for the sub-
program after the LBL block.
Label 0 (LBL 0) is used only to identify the end of a subprogram.
Example: Entering a subprogram call: CALL L
Mode of operation: PROGRAMMING AND EDITING
Enter a label number.
Confirm your entry. The resulting program block is: LBL 5
C A L L L 5 R
R stands for “repetitions” and has no significance for subprogramming. Skip
this prompt by pressing NO ENT. The resulting program block is: CALL L5
Select the LBL function.
LBL
S E T = E N T / C A L L = L B L
LBL
Select CALL to call a label.
C A L L L 0
ENT
5
Enter the label number of the desired subprogram.
Confirm your entry.
NO
ENT
3
This example requires a center-cut end mill (ISO 1641).
2
1