HEIDENHAIN TNC 122 User Manual User Manual
Page 45
5
Programming
TNC 122
45
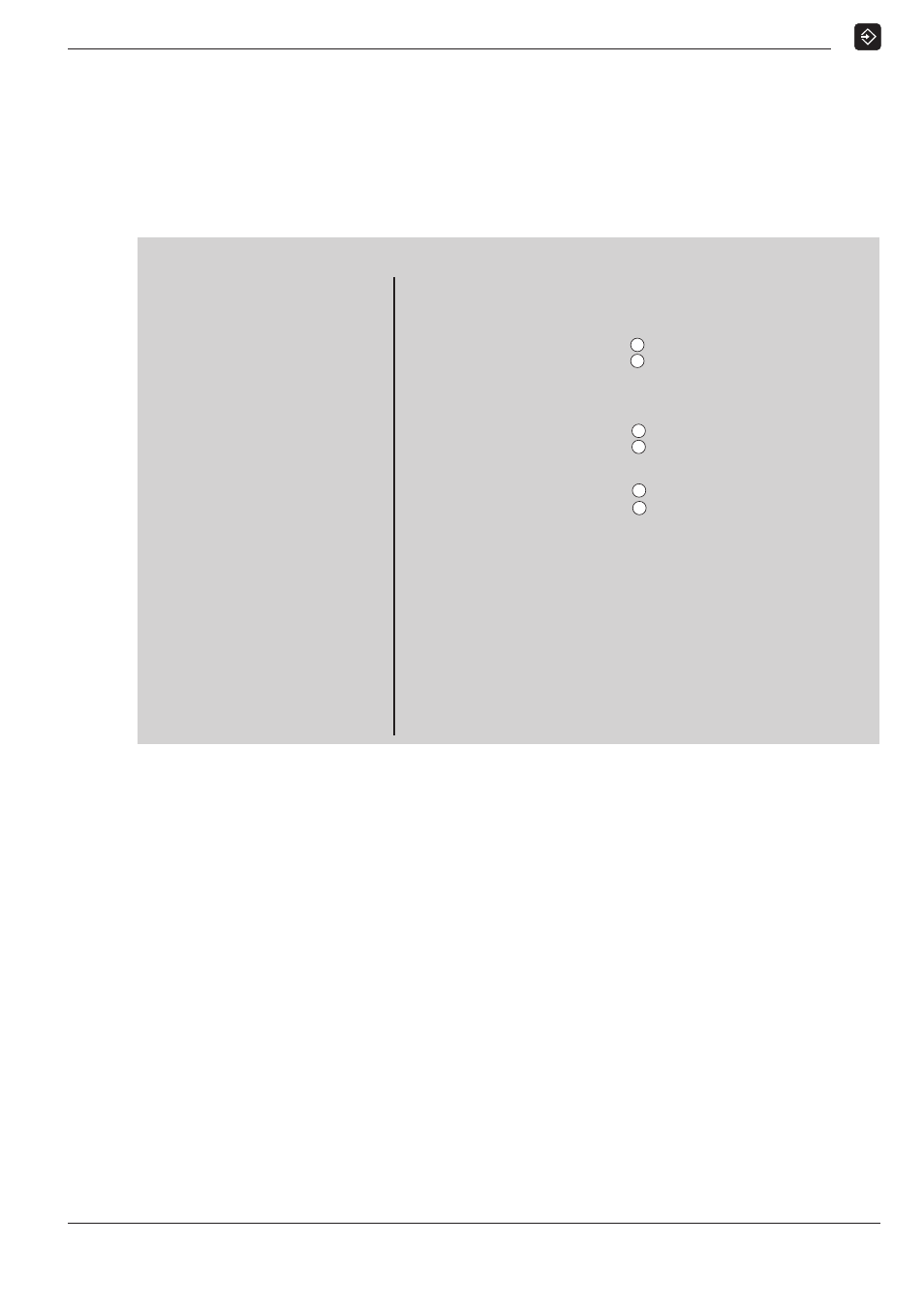
Subprograms
After a CALL L block in the operating mode PROGRAM RUN, the
TNC executes those blocks in the subprogram that are located be-
tween the LBL block with the called number and the next block
containing LBL 0.
Program blocks
0
BEGIN PGM 60
Start of program, program number
1
F 9999
High feed rate for pre-positioning
2
Z+20.000
Clearance height
3
X+20.000
R0
X coordinate infeed point slot
4
Y+10.000
R0
Y coordinate infeed point slot
5
M 3
Spindle ON, clockwise
6
CALL L 1
Call subprogram 1: execute blocks 16 to 20
7
X+40.000
R0
X coordinate infeed point slot
8
Y+50.000
R0
Y coordinate infeed point slot
9
CALL L 1
Call subprogram 1: execute blocks 16 to 20
10
X+60.000
R0
X coordinate infeed point slot
11
Y+40.000
R0
Y coordinate infeed point slot
12
CALL L 1
Call subprogram 1: execute blocks 16 to 20
13
Z+20.000
Clearance height
14
M 2
Stop program run, spindle STOP, coolant OFF
15
LBL 1
Start of subprogram 1
16
F 200
Machining feed rate during subprogram
17
Z–10.000
Infeed to slot depth
18
IY+20.000
R0
Mill slot
19
F 9999
High feed rate for retracting and pre-positioning
20
Z+2.000
Retract
21
LBL 0
End of subprogram 1
22
END PGM 60
End of program, program number
3
2
1
2
1
3