HEIDENHAIN TNC 122 User Manual User Manual
Page 28
4
Positioning with MDI
28
TNC 122
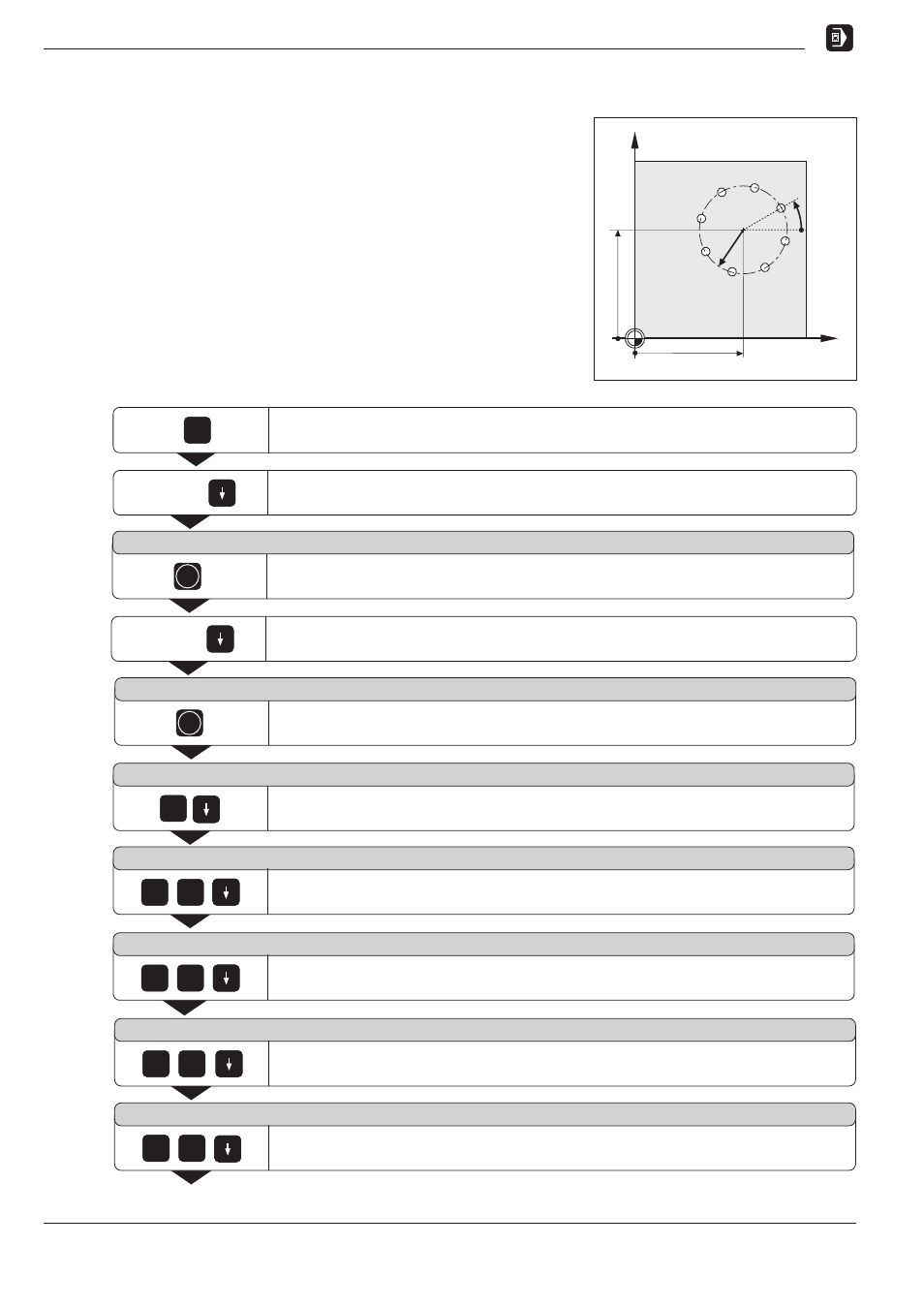
Example: Entering and machining a bolt hole circle
Number of holes:
8
Center point coordinates:
X = 50 mm
Y = 50 mm
Bolt hole circle radius:
20 mm
Starting angle: Angle between
the X axis and the first hole:
30°
Hole depth:
8 mm
Hole patterns
Y
X
30°
R20
50
50
0
0
SPEC
FCT
Press the SPEC FCT key for special functions.
Mode of operation: POSITIONING WITH MDI
Page to the BOLT HOLE CIRCLE function.
Repeatedly
Select FULL CIRCLE
F U L L C I R C L E
ENT
0
2
3
0
R A D I U S =
A N G L E =
Enter the starting ANGLE from the X axis to the first hole ( 30° ).
Confirm your entry and continue the dialog.
Enter the RADIUS of the bolt hole circle ( 20 mm ).
Confirm your entry and continue the dialog.
5
0
5
0
8
C E N T X =
Enter the X coordinate of the bolt hole circle center ( X = 50 mm ).
Confirm your entry and continue the dialog.
C E N T Y =
Enter the Y coordinate of the bolt hole circle center ( Y = 50 mm ).
Confirm your entry and continue the dialog.
N O H L =
Enter the number of holes NO HL ( 8 ).
Confirm your entry and continue the dialog.
Select the BOLT HOLE CIRCLE function.
B O L T H O L E C I R C L E
ENT
Page to the FULL CIRCLE function.
Repeatedly