Entering workpiece positions, X3 0, X r 0 entering workpiece positions – HEIDENHAIN TNC 122 User Manual User Manual
Page 37
5
Programming
TNC 122
37
Y
X
1
2
3
4
60
30
20
50
0
0
Select the coordinate axis ( X axis ).
X
3
0
Enter the nominal position value, for example 30 mm
and
select tool radius compensation R – .
R
+
/
–
Confirm your entry. The nominal position now appears in the program block
display.
ENT
X R 0
Entering workpiece positions
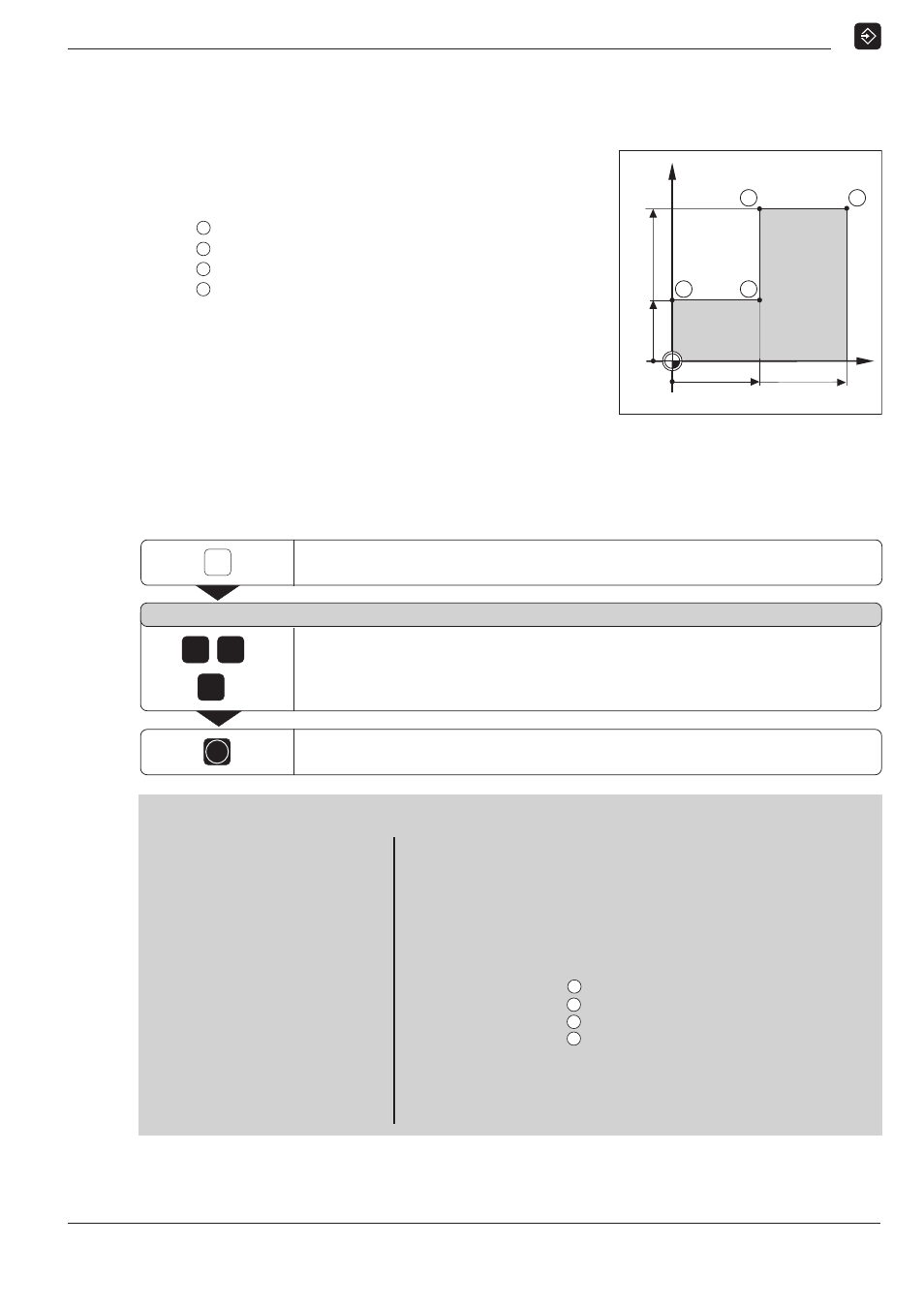
Programming example: milling a shoulder
The coordinates are programmed in absolute dimensions.
The datum is the workpiece zero.
Corner
X = 0 mm
Y = 20 mm
Corner
X = 30 mm Y = 20 mm
Corner
X = 30 mm Y = 50 mm
Corner
X = 60 mm Y = 50 mm
Summary of programming steps
⇒
⇒
⇒
⇒
⇒ Press the PGM key.
⇒
⇒
⇒
⇒
⇒ Key in the number of the program you want to work on,
and press ENT.
⇒
⇒
⇒
⇒
⇒ Enter the nominal positions.
Running a completed program
Once a program has been completed it can be executed in the
PROGRAM RUN mode (see Chapter 10).
Example:
Entering a nominal position in a program
(Block 9 in the example)
Program blocks
0
BEGIN PGM 10
Start of program, program number
1
F 9999
High feed rate for pre-positioning
2
Z+20.000
Clearance height
3
X–20.000
R0
Pre-position the tool in the X axis
4
Y–20.000
R0
Pre-position the tool in the Y axis
5
Z–10.000
Move tool to milling depth
6
F 200
Machining feed rate
7
M 3
Spindle ON, clockwise
8
Y+20.000
R+
Y coordinate, corner
9
X+30.000
R–
X coordinate, corner
10
Y+50.000
R+
Y coordinate, corner
11
X+60.000
R+
X coordinate, corner
12
F 9999
High feed rate for retracting
13
Z+20.000
Clearance height
14
M 2
Stop program run, spindle OFF, coolant OFF
15
END PGM 10
End of program, program number
3
2
4
1
2
3
4
1