HEIDENHAIN TNC 122 User Manual User Manual
Page 40
5
Programming
40
TNC 122
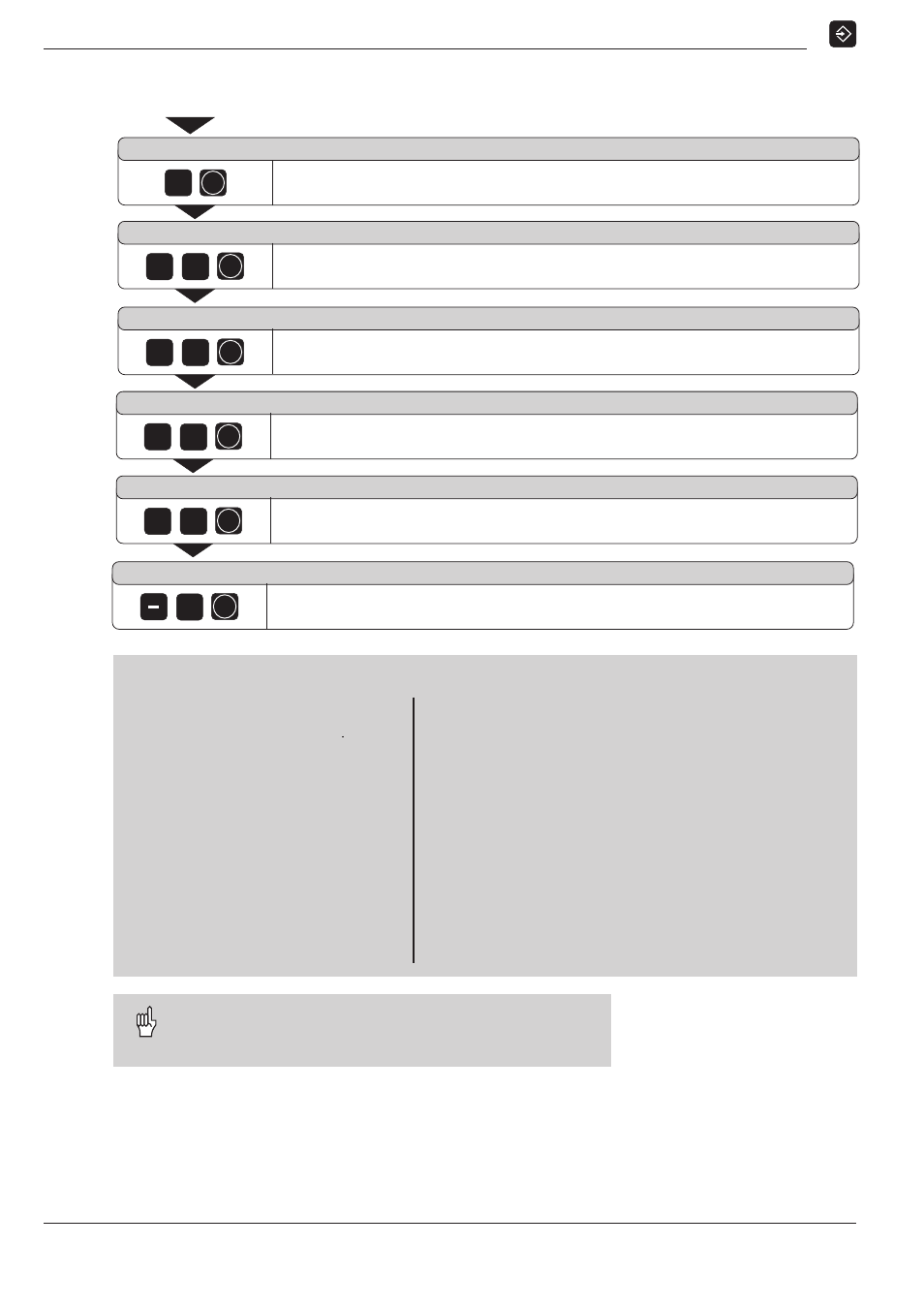
Bolt hole circle
5
0
ENT
5
0
ENT
8
ENT
C E N T X =
Enter the X coordinate of the bolt circle center ( X = 50 mm ).
Confirm your entry.
C E N T Y =
Enter the Y coordinate of the bolt circle center ( Y = 50 mm ).
Confirm your entry.
N O . H L =
Enter the number of holes ( NO.HL = 8 ).
Confirm your entry.
0
ENT
2
3
0
ENT
R A D I U S =
A N G L E =
Enter the ANGLE from the X axis to the first hole ( 30° ).
Confirm your entry.
Enter the RADIUS of the bolt hole circle ( 20 mm ).
Confirm your entry.
8
ENT
D E P T H =
Enter the DEPTH of the holes ( – 8 mm ).
Confirm your entry.
Program blocks
0
BEGIN PGM 40 MM
Start of program, program number, unit of measurement
1
F 9999
High feed rate for pre-positioning
2
Z+20.000
Clearance height
3
M 3
Spindle ON, clockwise
4
CYCL FULL CIRCLE
The data for the FULL CIRCLE cycle follow this block
5
NO.HL = 8
Number of holes
6
CENT X= 50.000
X coordinate of the center of the bolt circle
7
CENT Y= 50.000
Y coordinate of the center of the bolt circle
8
RADIUS= 20.000
Radius
9
ANGLE= 30.000
Starting angle of first hole
10
DEPTH= – 8.000
Depth of holes
11
M 2
Stop program run, spindle STOP, coolant OFF
12
END PGM 40 MM
End of program, program number, unit of measurement
For a circle segment ( CYCL CIRCL SEGMT ) you also
enter the angle step (ANGLE) between the holes (after the
starting angle).
The bolt hole circle is then executed in the PROGRAM RUN mode of op-
eration (see Chapter 7).