Carrier V2203-DI (26--00128) User Manual
Page 59
2--33
62--11362
2.3.5 Cylinder
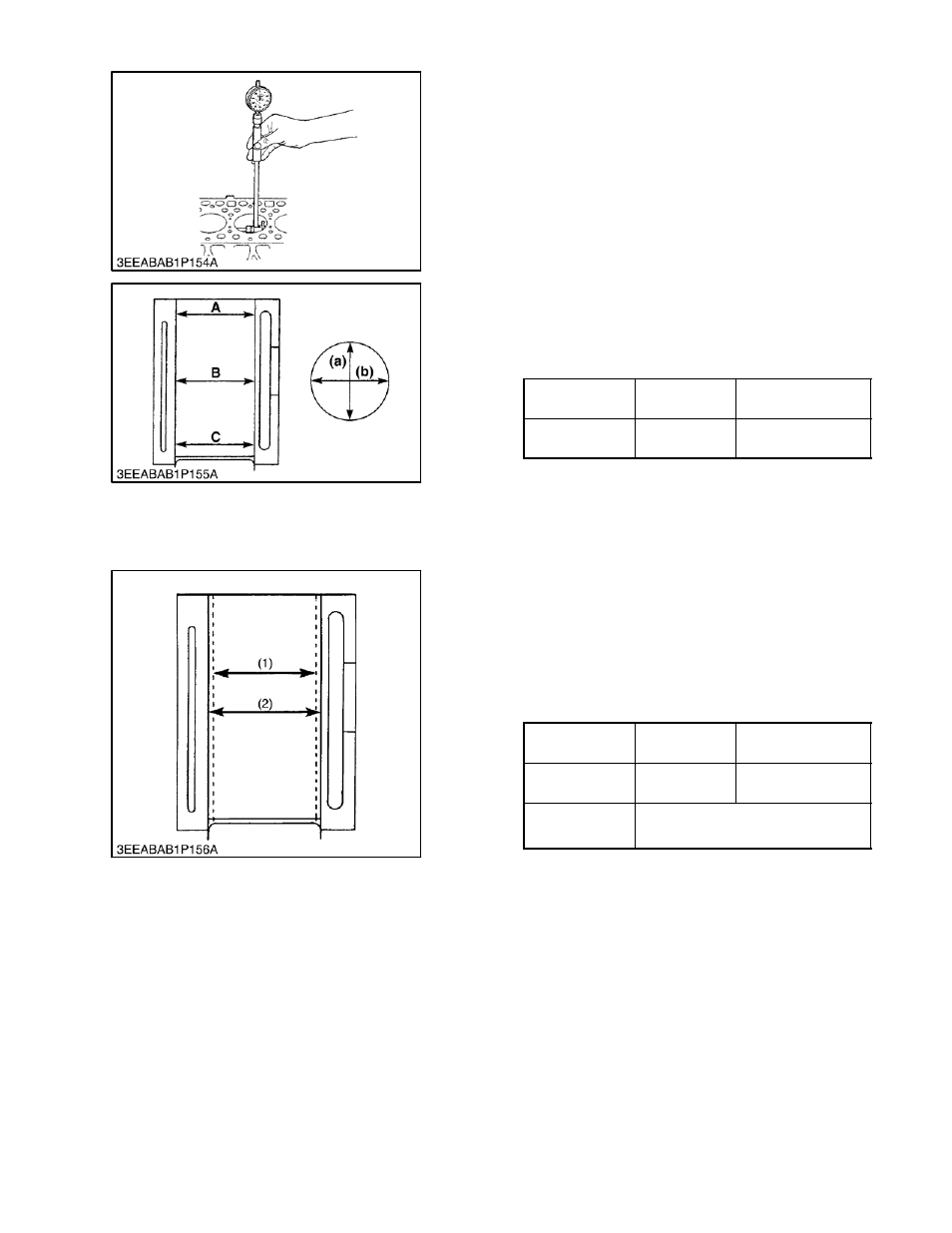
a. Top
b. Middle
c. Bottom (skirt)
a. Right--angled to
Piston Pin
b. Piston Pin Direction
1. Cylinder I.D.
(before correction)
2. Oversize Cylinder I.D.
2.3.5.a Cylinder Wear
1. Measure the I.D. of the cylinder at the six positions
(see figure with a cylinder gauge to find the maximum
and minimum I.D.’s.
2. Determine the difference (maximum wear) between
the maximum and minimum I.D.’s.
3. If the wear exceeds the allowable limit, bore and hone
to the oversize dimension. (refer to Correcting
Cylinder)
4. Visually check the cylinder wall for scratches. If deep
scratches are found, the cylinder walls should be
bored. (refer to Correcting Cylinder)
Cylinder I.D.
Factory
Specification
83.000 to 83.022 mm
3.2678 to 3.2685 in.
Maximum Wear
Allowable
Limit
83.170 mm
3.2744 in.
2.3.5.b Correcting Cylinder (Oversize +0.25 mm)
1. When the cylinder is worn beyond the allowable limit,
bore and hone it to the specified dimension.
Cylinder I.D.
Factory
Specification
83.250 to 83.272 mm
3.2776 to 3.2784 in.
Maximum Wear
Allowable
Limit
83.420 mm
3.2843 in.
Finishing
Hone to 2.2 to 3.0 mm
μ
R max.
(0.00087 to 0.00118 in.
μ
R max.)
2. Replace the piston and piston rings with oversize
(+0.25 mm) ones.