V.6 timed data collection, Timed data collection – Brookfield DV-III Rheometer User Manual
Page 44
Brookfield Engineering Laboratories, Inc.
Page 44
Manual No. M/98-211-A0701
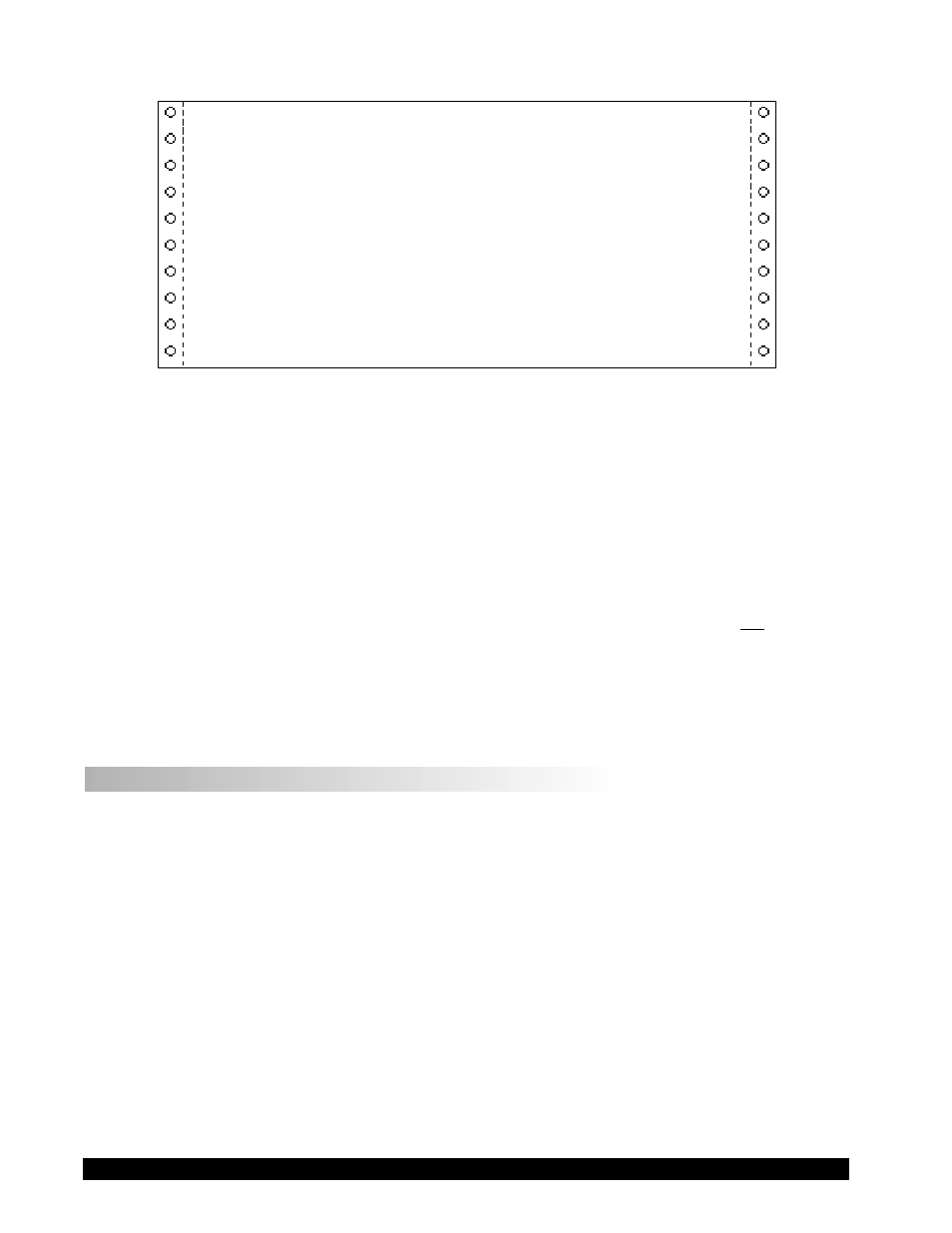
Sample Name:_____________________________________________________________
Operater Name:____________________________
Date: 06/21/91 Time: 10:06 Model: 2R Spindle: 31
#01 RPM=30.0 %=18.2 cP=970 D/CM2=100 1/SEC=10.2 T=22.1C TIME=00:05
#02 RPM=40.0 %=24.3 cP=972 D/CM2=132 1/SEC=13.6 T=22.1C TIME=00:05
#03 RPM=50.0 %=30.3 cP=969 D/CM2=164 1/SEC=17.0 T=22.1C TIME=00:05
#04 RPM=60.0 %=36.3 cP=967 D/CM2=197 1/SEC=20.4 T=22.1C TIME=00:05
#05 RPM=70.0 %=42.3 cP=966 D/CM2=230 1/SEC=23.8 T=22.1C TIME=00:05
Figure 64
Review data notes:
1) The DV-III+ stores data from the most recent speed set program test. When a subsequent
speed set program is run, any test data in memory will be overwritten and the previous
data will be lost.
2) If the “Printer Only” option is selected, the date, time of day, model and spindle number
are printed with the test results. The DV-III+ does not store time and date when it is turned
off; therefore, the time and date must be entered when printing the first time after start-
up. See Section V.2.
3) The DV-III+ may be set-up to “handshake” (using XOn/XOff protocol) or not handshake
when connected to a serial printer. If you opt to use the handshake mode, your printer is
“on line”, all cable connections are correct and your printer is set for handshake mode,
then data should appear on your printer immediately. If it does not appear, and instead
you see the message:
“PRINTER IS NOT READY TURN ON/PRESS ONLINE”
then you should
turn the handshake option off. See Section V.2.
V.6 TIMED DATA COLLECTION
The DV-III+ offers three methods of time control that may be used independently of control
programs. These techniques result in a single data point collected at the end of the test. If multiple
points are required, the rheometer should be connected to a printer and set up with an appropriate
print interval.
TIME TO TORQUE
The DV-III+ will record the amount of time required to reach the specified % torque value at a single
speed. Torque and speed are input using the number keys and
OPTIONS/TAB
key. The test will begin
immediately upon the press of the
ENTER
key.
The test will end when the specified torque level is reached (in either an upward or downward
direction). The data will be displayed as shown in Figure 65. The
SELECT DISPLAY
key can be used
to view all measurement parameters. The
key can be used to send a single data line to the
printer.