11 short circuit protection while welding, 12 shielding gas regulator operating instructions, Short circuit protection while welding -12 – Tweco 200DC Inverter Arc Welding Machine User Manual
Page 30: Shielding gas regulator operating instructions -12, Weldskill 200ac/dc inverter
WELDSKILL 200AC/DC INVERTER
INSTALLATION, OPERATION AND SETUP
3-12
Manual 0-5207
Post Flow
This parameter operates in TIG
modes only and is used to adjust
the post gas flow time once
the arc has extinguished. This
control is used to dramatically
reduce oxidation of the tungsten
electrode.
Volts
VOLTS
SECONDS
PERCENT (%)
FREQ (Hz)
60.0
0.0 to 60.0 seconds
AC Frequency
This parameter operates in AC
TIG mode only and is used to
set the frequency for the AC weld
current.
Volts
VOLTS
SECONDS
PERCENT (%)
FREQ (Hz)
150
15 to 150 Hz
Wave Balance
This parameter operates in AC
TIG mode and is used to set the
penetration to cleaning action
ratio for the AC weld current.
Generally WAVE BALANCE is set
to 50% for AC STICK welding.
The WAVE BALANCE control
changes the ratio of penetration
to cleaning action of the AC TIG
welding arc. Maximum weld
penetration is achieved when
the WAVE BALANCE control is
set to 10%. Maximum cleaning
of heavily oxidised aluminium or
magnesium alloys is achieved
when the WAVE BALANCE control
is set to 65%.
5
Volts
6
VOLTS
SECONDS
PERCENT (%)
FREQ (Hz)
10 to 65%
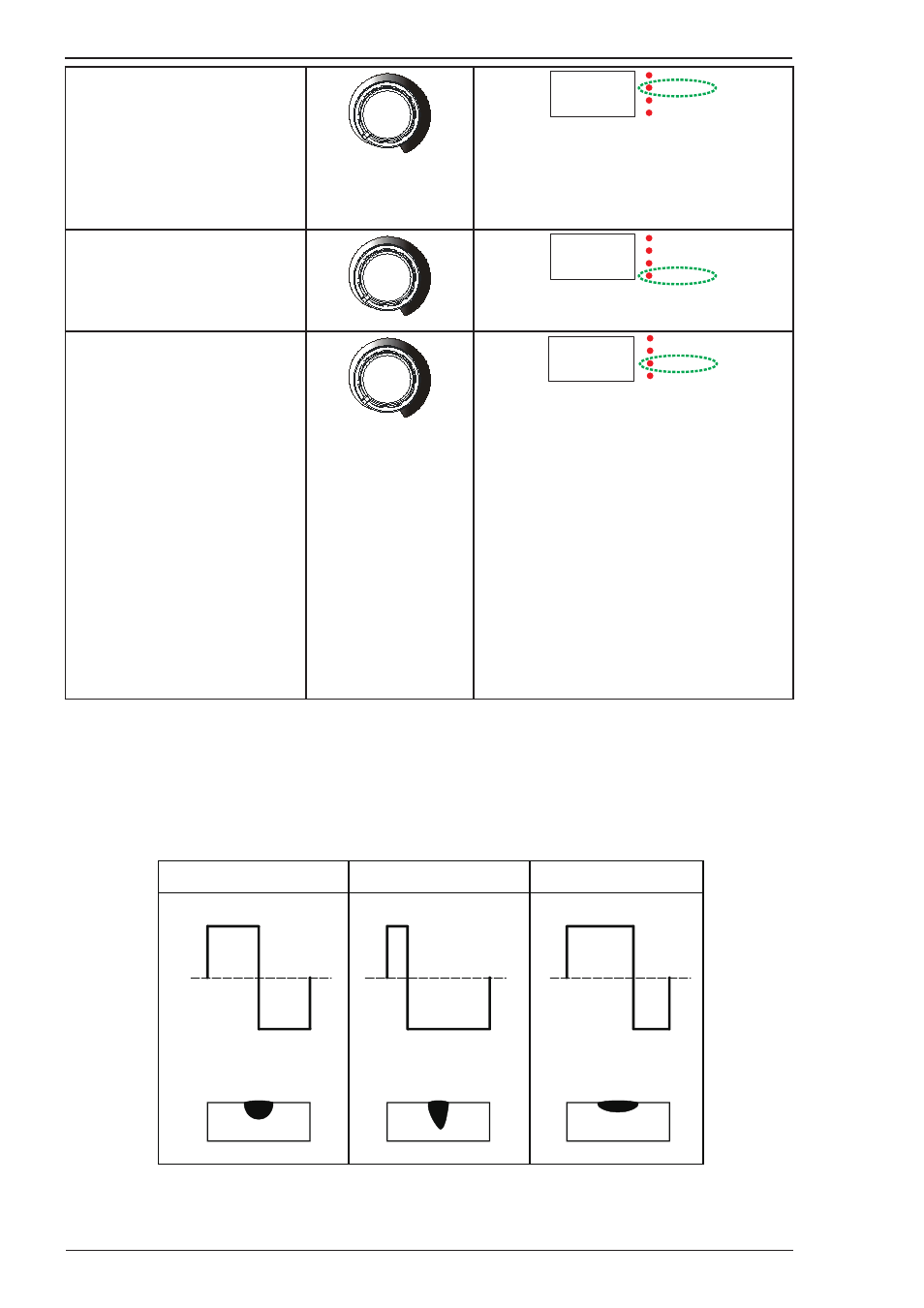
Table 3-3
WAVE BALANCE is used for aluminium welding in AC HF TIG or AC LIFT TIG mode
It is used to set the ratio of penetration to cleaning action for the AC TIG welding arc.
Maximum weld penetration is achieved when the WAVE BALANCE is set to 10%. Maximum cleaning of heavily
oxidised aluminium or magnesium alloys is achieved when the WAVE BALANCE is set to 65%.
Maximum Penetration and
reduced cleaning
Balanced with 50% penetration
and 50% cleaning
Maximum Cleaning and
reduced penetration
10%
50%
65%
90%
50%
35%
(+)
(+)
(+)
(-)
(-)
(-)
Wave Balance = 50%
Wave Balance = 10%
Wave Balance = 65%
A-11223
Table 3-4: AC TIG Wave Balance