Weldskill 200ac/dc inverter, Amps time – Tweco 200DC Inverter Arc Welding Machine User Manual
Page 24
WELDSKILL 200AC/DC INVERTER
INSTALLATION, OPERATION AND SETUP
3-6
Manual 0-5207
7. Process Selection Button
The process selection control is used to select the desired welding mode. Three modes are available,
GTAW (LIFT TIG), GTAW (HF TIG) and MMAW (Stick) modes.
Note that when the unit is powered off the mode selection control will automatically default to LIFT TIG mode.
This is necessary so as to prevent inadvertent arcing should an electrode holder be connected to the unit
and mistakenly be in contact with the work piece during power up.
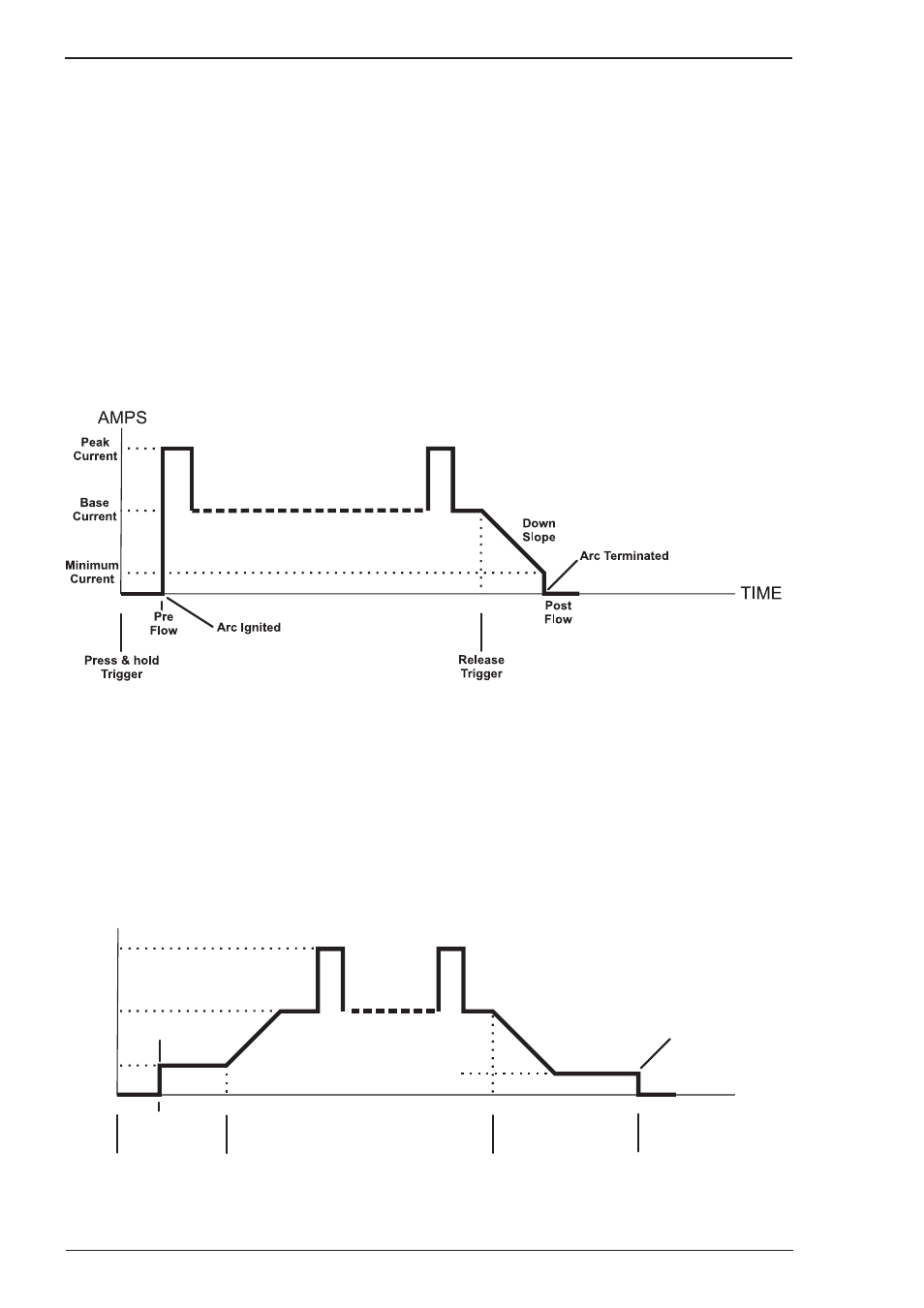
8. Trigger Mode Control Button (HF TIG and LIFT TIG Mode only)
The trigger mode control is used to switch the functionality of the torch trigger between 2T (normal), and
4T (latch mode).
2T Normal Mode
In this mode, the torch trigger must remain depressed for the welding output to be active. Press and hold
the torch trigger to activate the power source (weld). Release the torch trigger switch to cease welding.
A-11220_AB
Figure 3-3
4T Latch Mode
This mode of welding is mainly used for long welding runs to reduce operator fatigue. In this mode the
operator can press and release the torch trigger and the output will remain active. To deactivate the power
source, the trigger switch must again be depressed and realised, thus eliminating the need for the operator
to hold the torch trigger.
Note that when operating in GTAW (HF and LIFT TIG modes), the power source will remain activated until
the selected down slope time has elapsed
Press & hold
Trigger
Base
Current
Peak
Current
Down
Slope
Post
Flow
AMPS
TIME
Pre
Flow
Up
Slope
Release
Trigger
Initial
Current
Arc Ignited
Arc Terminated
Press & hold
Trigger
Release
Trigger
Crater
Current
A-11221
Figure 3-4