08 installing minispool (100mm diameter), Weldskill 200ac/dc inverter, Inverter – Tweco 200DC Inverter Arc Welding Machine User Manual
Page 28
WELDSKILL 200AC/DC INVERTER
INSTALLATION, OPERATION AND SETUP
3-10
Manual 0-5207
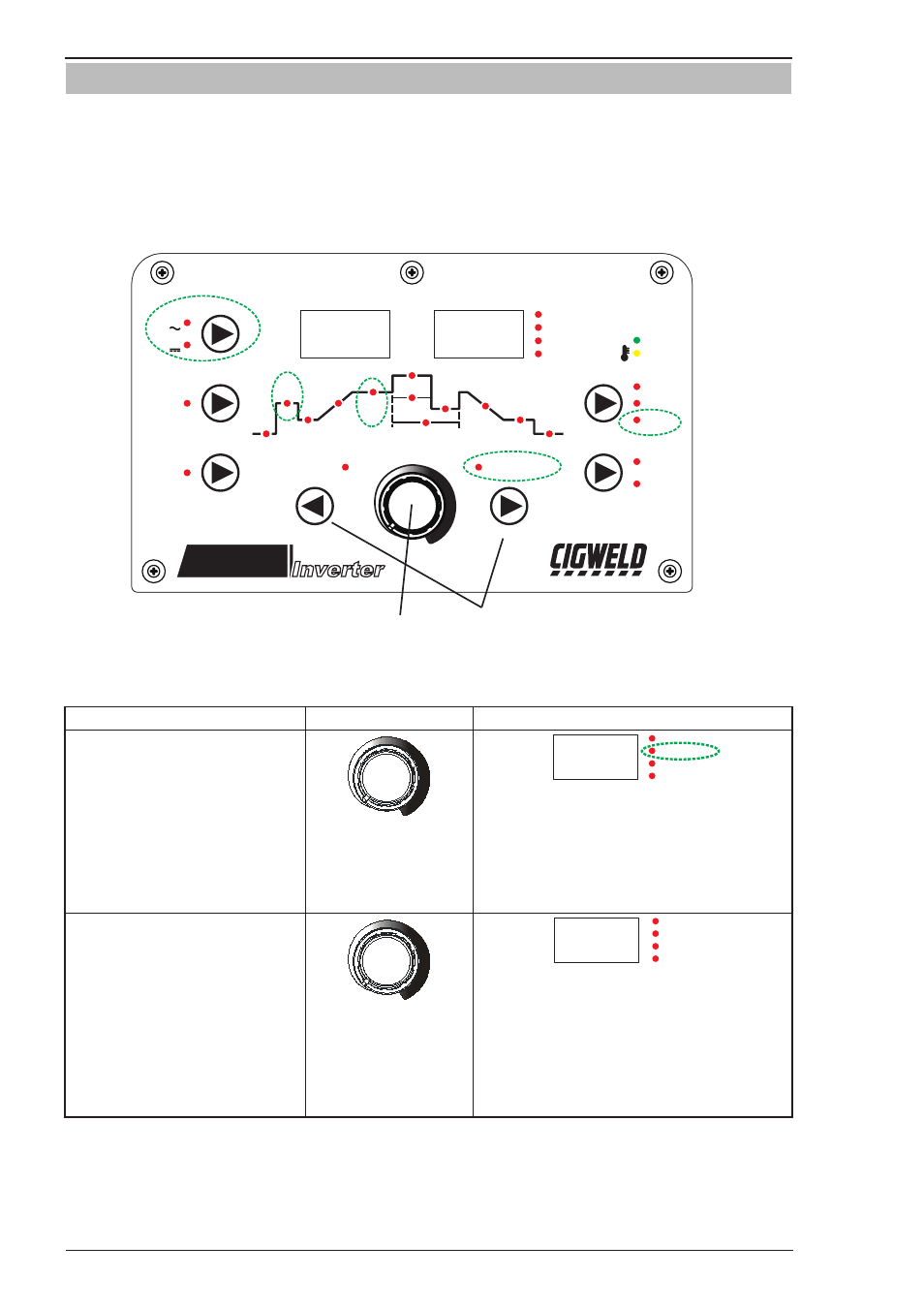
3.10 WELDSKILL 200AC/DC – LIFT TIG and HF TIG Programming Mode
Press the PROCESS button to select LIFT TIG or HF TIG mode.
Press the MODE switch to goggle between AC and DC welding output.
The Programming LED's are always active. Press FORWARD or BACK to cycle through available programming
functions.
Use the Multi Function Control to adjust the parameter selected.
FAULT
POWER
Amps
Volts
FORWARD
BACK
VOLTS
SECONDS
PERCENT (%)
FREQ (Hz)
AC FREQUENCY
WAVE BALANCE
(ARC FORCE)
MODE
AC
DC
PULSE
PURGE
PROCESS
TRIGGER
2T NORMAL
4T LATCH
HF TIG
LIFT TIG
STICK
Pre
Flow
Hot
Start
Initial
Current
Up
Slope
Base
Current
Peak
Current
Width
Trough
Current
Frequency
Down
Slope
Crater
Current
Post
Flow
WeldSkill
PORTABLE WELDING MACHINE
200
AC/DC
Inverter
2 0 0
1 8 . 0
Press to go forward / go back
between programming status
LED’s
Adjust programming parameter
A-11222
Figure 3-6: LIFT TIG and HF TIG Programming Mode
Programming Parameter
Adjustment Device
Display
Pre-Flow
This parameter operates in
TIG modes only and is used to
provide gas to the weld zone
prior to striking the arc, once
the torch trigger switch has been
pressed. This control is used to
dramatically reduce weld porosity
at the start of a weld.
Volts
VOLTS
SECONDS
PERCENT (%)
FREQ (Hz)
1.0
0.0 to 1.0 second
Initial Current
This parameter operates in (4T)
TIG modes only and is used to
set the start current for TIG. The
Start Current remains on until the
torch trigger switch is released
after it has been depressed.
Note: The maximum initial current
available will be limited to the set
value of the base current.
Amps
200
VOLTS
SECONDS
PERCENT (%)
FREQ (Hz)
5 to 200 Amps (DC TIG mode)
30 to 200 Amps (AC LIFT TIG mode)
10 to 200A (AC HF TIG mode)