05 gtaw electrode polarity, 06 guide for selecting filler wire, 07 tungsten electrode current ranges – Tweco 201 ts Thermal Arc User Manual
Page 36: 08 shielding gas selection, 09 tungsten electrode types
THERMAL ARC 161 STL, 201 TS
OPERATION
Operation
4-6
Manual 0-5203
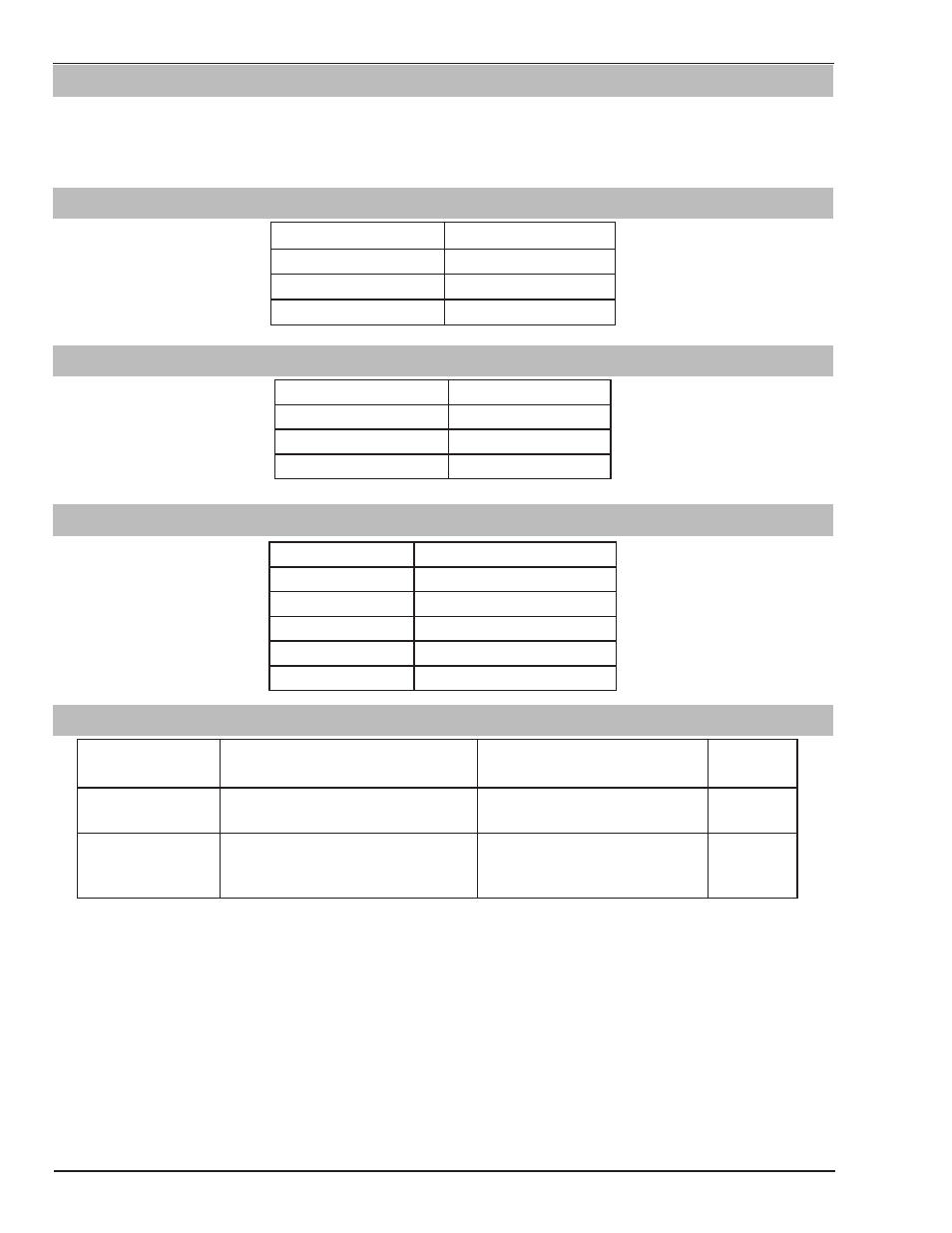
4.05 GTAW Electrode Polarity
Connect the TIG torch to the "-" Negative Output Terminal and the work lead to the "+" Positive Output Terminal for
direct current straight polarity. Direct current straight polarity is the most widely used polarity for DC TIG welding. It
allows limited wear of the electrode since 70% of the heat is concentrated at the work piece.
4.06 Guide for Selecting Filler Wire
Filler Wire Diameter
DC Current (Amps)
1/16" (1.6mm)
20 - 90
3/32" (2.4mm)
65 - 115
1/8" (3.2mm)
100 - 165
4.07 Tungsten Electrode Current Ranges
Electrode Diameter
DC Current
.040” (1.0mm)
25 - 85
1/16” (1.6mm)
50 - 160
3/32” (2.4mm)
135 - 235
4.08 Shielding Gas Selection
Alloy
Shielding Gas
Carbon Steel
Welding Argon
Stainless Steel
Welding Argon
Nickel Alloy
Welding Argon
Copper
Welding Argon
Titanium
Welding Argon
4.09 Tungsten Electrode Types
Electrode Type
(Ground Finish)
Welding Application
Features
Color Code
Thoriated 2%
DC welding of mild steel, stainless steel
and copper.
Excellent arc starting, long life, high
current carrying capacity.
Red
Ceriated 2%
AC & DC welding of mild steel, stainless
steel, copper, aluminum, magnesium and
their alloys.
Longer life, more stable arc, easier
starting, wider current range,
narrower & more concentrated arc.
Grey