Tweco 201 ts Thermal Arc User Manual
Page 32
THERMAL ARC 161 STL, 201 TS
OPERATION
Operation
4-2
Manual 0-5203
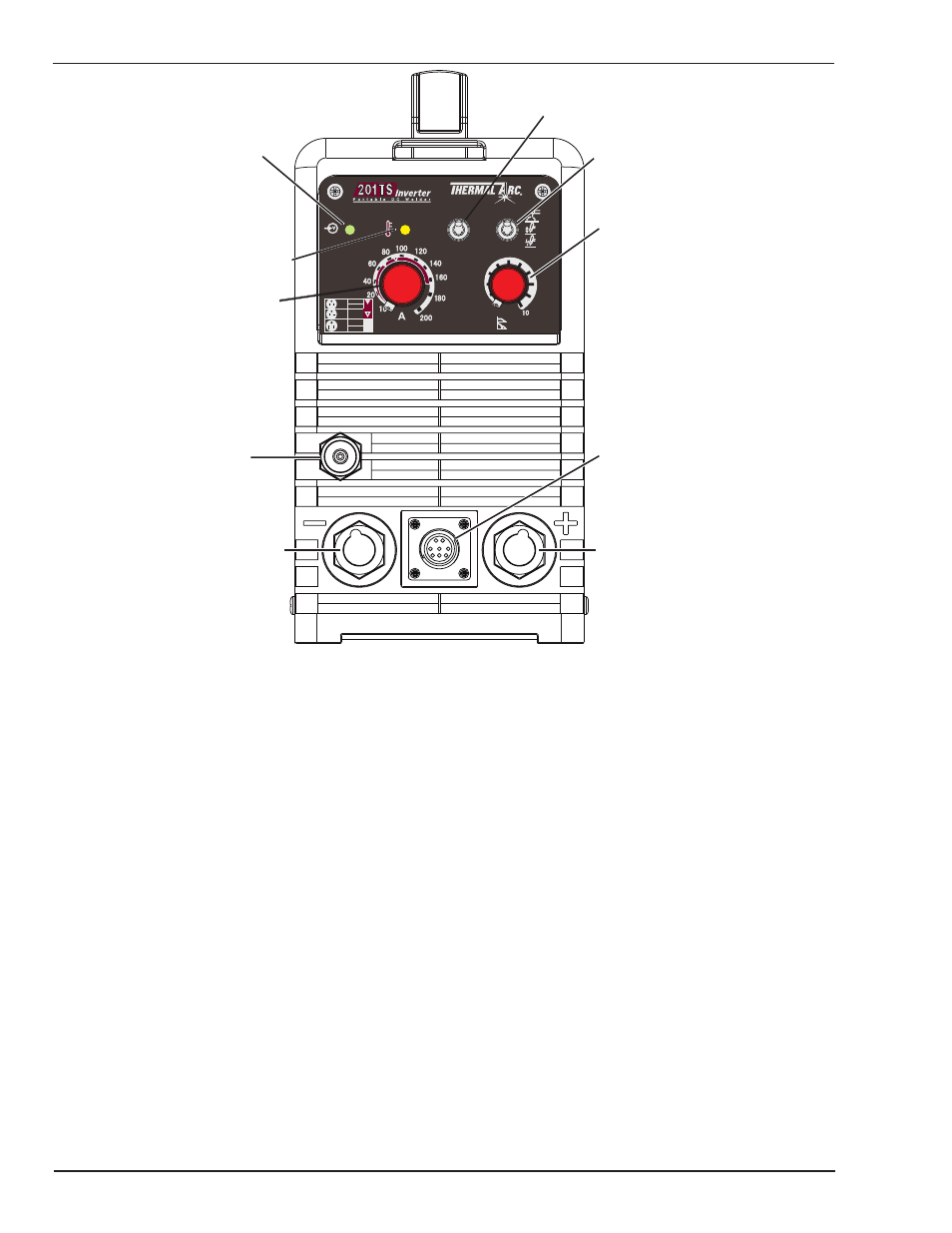
Figure 4-2: Thermal Arc 201 TS Controls
A. POWER Indicator
The POWER Indicator illuminates when the ON/OFF switch is in the ON position and the correct mains voltage is
present.
B. FAULT Indicator
If Fault indicator lights up continuously then that is an Overcurrent Condition and needs to be serviced by an Autho-
rized Thermalarc Technician.
C. TRIGGER Mode Switch (LIFT TIG Mode Only)
2T (Normal) Mode
Press the TIG Torch Trigger Switch or Foot Control and hold depressed to weld. Release the TIG Torch Trigger Switch
or Foot Control to stop welding. Down Slope operates in LIFT TIG/HF TIG (GTAW) mode only. While welding if the
TIG Torch Trigger Switch is released, the welding current ramps down to zero current over a defined period of time.
The time period is determined by the Down Slope Control Knob (F).
4T (Latch) Mode
This mode of welding is mainly used for long weld runs. The operator need only to press the TIG Torch Trigger Switch
to activate and then release the TIG Torch Trigger Switch to continue to weld, then press the TIG Torch Trigger Switch
again and release the TIG Torch Trigger Switch to stop welding. This eliminates the need for the operator to depress the
TIG Torch Trigger Switch for the complete length of the weld. The 4T mode incorporates a current slope function which
includes a fixed current up slope of 1 second and an adjustable current down slope. Current slope operates in TIG Mode
Art # A-10441
(A) Power On Indicator
(B) Fault Indicator
(E) Welding Current
Control
(G) Gas Outlet
Negative Output Terminal
Positive Output Terminal
(I) 8 Pin Control Socket
(F) Arc Force/Down
Slope Control
(D) Process Selection Switch
(C) Trigger Mode Selection Switch
32A OUTLET
STICK
TIG
230V
110V
TIG/STICK
32A OUTLET
16A OUTLET
4T
2T
8
2
4
6
0
(S)
(%)
SMAW
GTAW
15A
SMAW
20A
115V
50A
SMAW
GTAW
208/
230V
SMAW
GTAW
GTAW
PROCESS
PROCESSUS
TRIGGER
GÂCHETTE