09 victor regulator – Tweco 201 ts Thermal Arc User Manual
Page 28
THERMAL ARC 161 STL, 201 TS
INSTALLATION
Installation 3-10
Manual 0-5203
3.09 Victor Regulator
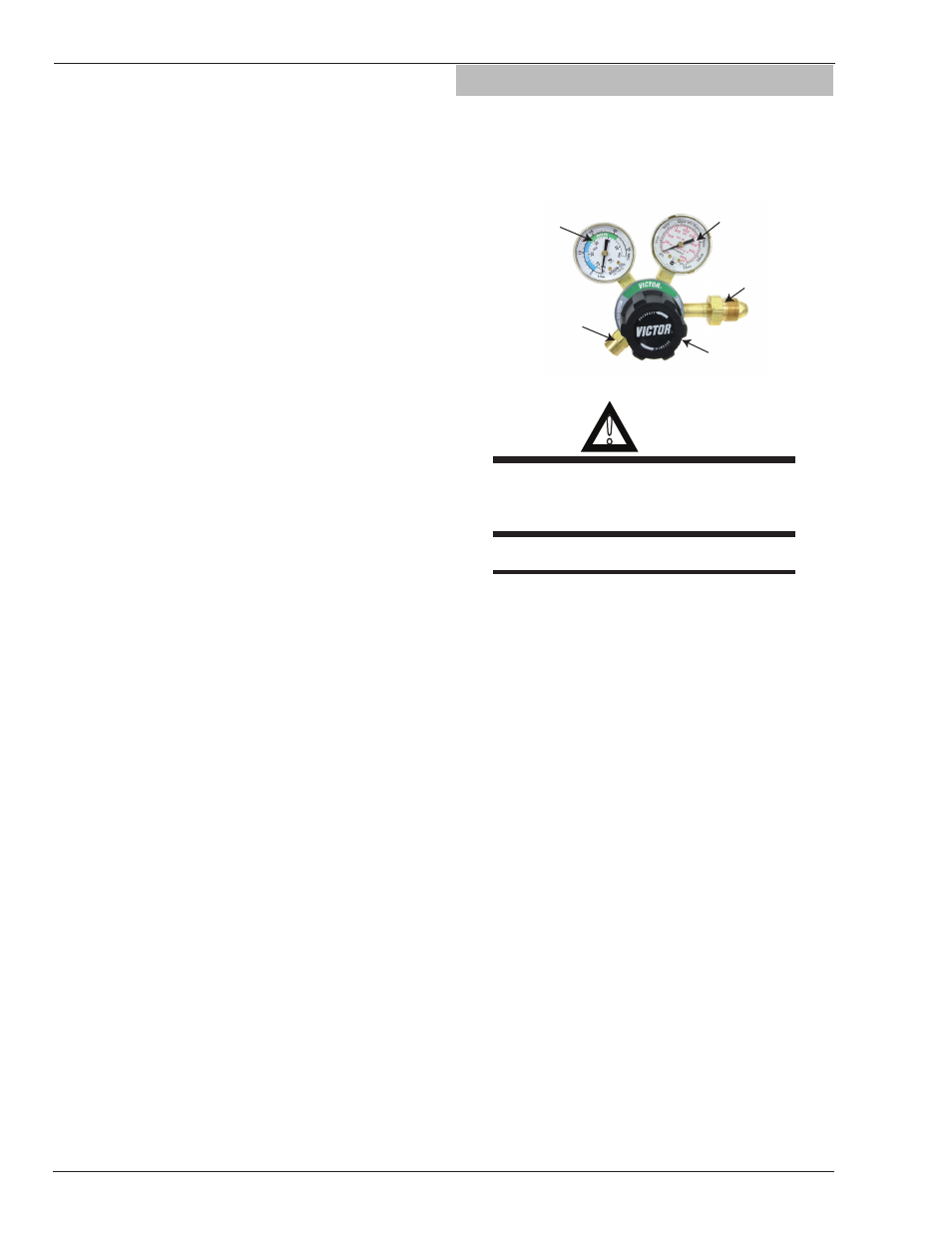
Pressure regulator (Figure 3-5) attached to the cylinder
valve reduce high cylinder pressures to suitable low
working pressures for welding, cutting, and other
applications.
FLOW GAUGE
HIGH PRESSURE
GAUGE (SUPPLY)
INLET
CONNECTION
OUTLET
CONNECTION
PRESSURE
ADJUSTING
SCREW
A-09414_AB
Figure 3-5: Victor CS Regulator
!
WARNING
Use the regulator for the gas and pressure for
which it is designed. NEVER alter a regulator
for use with any other gas.
NOTE
Regulators purchased with open 1/8”, 1/4”,
3/8”, or 1/2” NPT ports must be assembled
to their intended system.
1. Note the maximum inlet pressure stamped on the
regulator. DO NOT attach the regulator to a system
that has a higher pressure than the maximum rated
pressure stamped on the regulator.
2. The regulator body will be stamped “IN” or “HP” at the
inlet port. Attach the inlet port to the system supply
pressure connection.
3. Wrap pipe threads with Teflon tape 1 1/2 to 2 turns to
effect a seal. If other sealants are used, they must be
compatible with the gas that will be used in the system.
4. If gauges are to be attached to the regulator and the
regu lator is stamped and listed by a third party (i.e.
“UL” or “ETL”). The following requirements must be
met:
a) Inlet gauges over 1000 PSIG (6.87 mPa) shall
conform with the requirements of UL 404,
“Indicating Pressure Gauges for Compressed Gas
Service.”
b) Place the 8 pin plug into the 8 pin socket. To
make connections, align keyway, insert plug,
and rotate threaded collar fully clockwise.
c) Place the TIG torch gas hose to the gas outlet
and tighten with a wrench. Caution: DO NOT
over tighten.
4. Using a secured Argon cylinder, slowly crack open
then close the cylinder valve while standing off to
the side of the valve. This will remove any debris
that may be around the valve & regulator seat area.
5. Install the regulator (for details of VICTOR regulator,
please refer to 3.09 ) and tighten with a wrench.
6. Connect one end of the supplied gas hose to the
outlet of the Argon regulator and tighten with a
wrench. Caution: DO NOT over tighten.
7. Connect the other end of the supplied gas hose to
the gas inlet fitting on the rear panel of the welder
and tighten with a wrench. Caution: DO NOT over
tighten.
8. Open the Argon Cylinder Valve to the fully open
position.
9. Connect the ground (work) clamp to your work
piece.
10. Set the DOWN SLOPE control knob to the desire weld
current ramp down time. Refer to Section 4.01.
11. Set the weld current control knob to the desired
amperage.
12. The tungsten must be ground to a blunt point
in order to achieve optimum welding results. It
is critical to grind the tungsten electrode in the
direction the grinding wheel is turning.
13. Install the tungsten with approximately 1/8” to ¼”
sticking out from the gas cup, ensuring you have
correct sized collet.
14. Tighten the back cap then open the valve on the
torch.
15. Plug the power cable into the appropriate outlet,
and turn the switch to the “ON” position. The power
L.E.D. light should illuminate. Set the “Process
Selection Switch” to HF TIG
16. You are now ready to begin HF TIG Welding.