4t.05 gouging, 4t.05 gouging t-6, Cutmaster 102 – Tweco 102 Cutmaster User Manual
Page 40
CUTMASTER 102
OPERATION
Manual 0-4997
4T-6
7. Clean spatter and scale from the shield cup and the
tip as soon as possible. Spraying the shield cup in
anti - spatter compound will minimize the amount of
scale which adheres to it.
Cutting speed depends on material, thickness, and the opera-
tor’s ability to accurately follow the desired cut line. The fol-
lowing factors may have an impact on system performance:
• Torch parts wear
• Air quality
• Line voltage fluctuations
• Torch standoff height
• Proper work cable connection
4T.05 Gouging
!
WARNING
Be sure the operator is equipped with proper
gloves, clothing, eye and ear protection and that all
safety precautions at the front of this manual have
been followed. Make sure no part of the operator’s
body comes in contact with the workpiece when
the torch is activated.
Disconnect primary power to the system before
disassembling the torch, leads, or power supply.
CAUTION
Sparks from plasma gouging can cause damage
to coated, painted or other surfaces such as glass,
plastic, and metal.
Check torch parts. The torch parts must correspond
with the type of operation. Refer to Section 4T.07,
Torch Parts Selection.
Gouging Parameters
Gouging performance depends on parameters such as
torch travel speed, current level, lead angle (the angle be-
tween the torch and workpiece), and the distance between
the torch tip and workpiece (standoff).
CAUTION
Touching the torch tip or shield cup to the work
surface will cause excessive parts wear.
Torch Travel Speed
NOTE
Refer to Appendix Pages for additional information
as related to the Power Supply used.
Optimum torch travel speed is dependent on current set-
ting, lead angle, and mode of operation (hand or machine
torch).
Current Setting
Current settings depend on torch travel speed, mode of
operation (hand or machine torch), and the amount of
material to be removed.
Pressure Setting
Even though the setting is within the specified range, if
the torch does not pilot well the pressure may need to be
reduced.
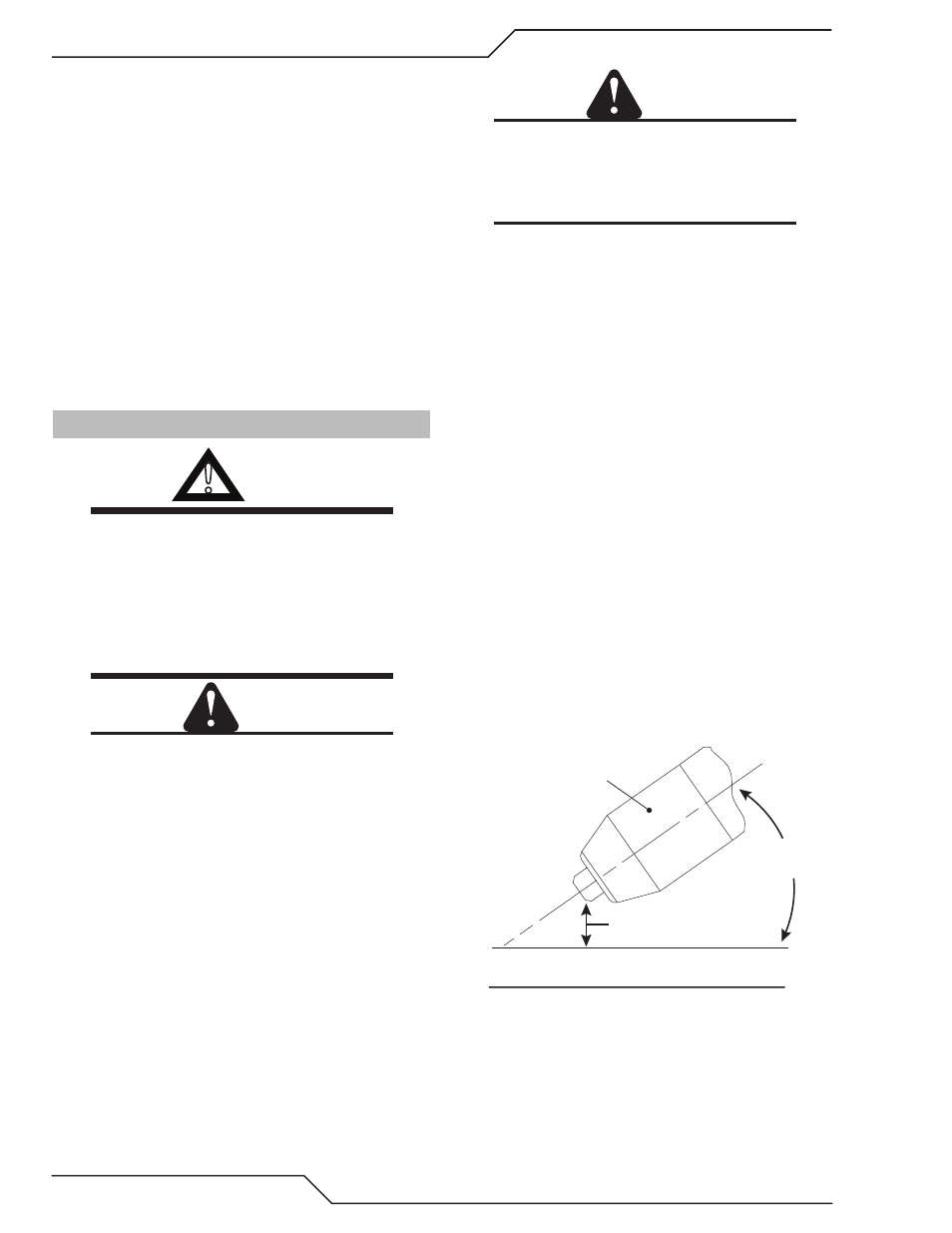
Lead Angle
The angle between the torch and workpiece depends on
the output current setting and torch travel speed. The
recommended lead angle is 35°. At a lead angle greater
than 45° the molten metal will not be blown out of the
gouge and may be blown back onto the torch. If the lead
angle is too small (less than 35°), less material may be
removed, requiring more passes. In some applications,
such as removing welds or working with light metal, this
may be desirable.
35°
Workpiece
Torch Head
Standoff Height
A-00941_AB
Gouging Angle and Standoff Distance