Ultra-cut 400 – Tweco 400 Ultra-Cut User Manual
Page 83
Manual No. 0-5164
4-9 OPERATION
ULTRA-CUT 400
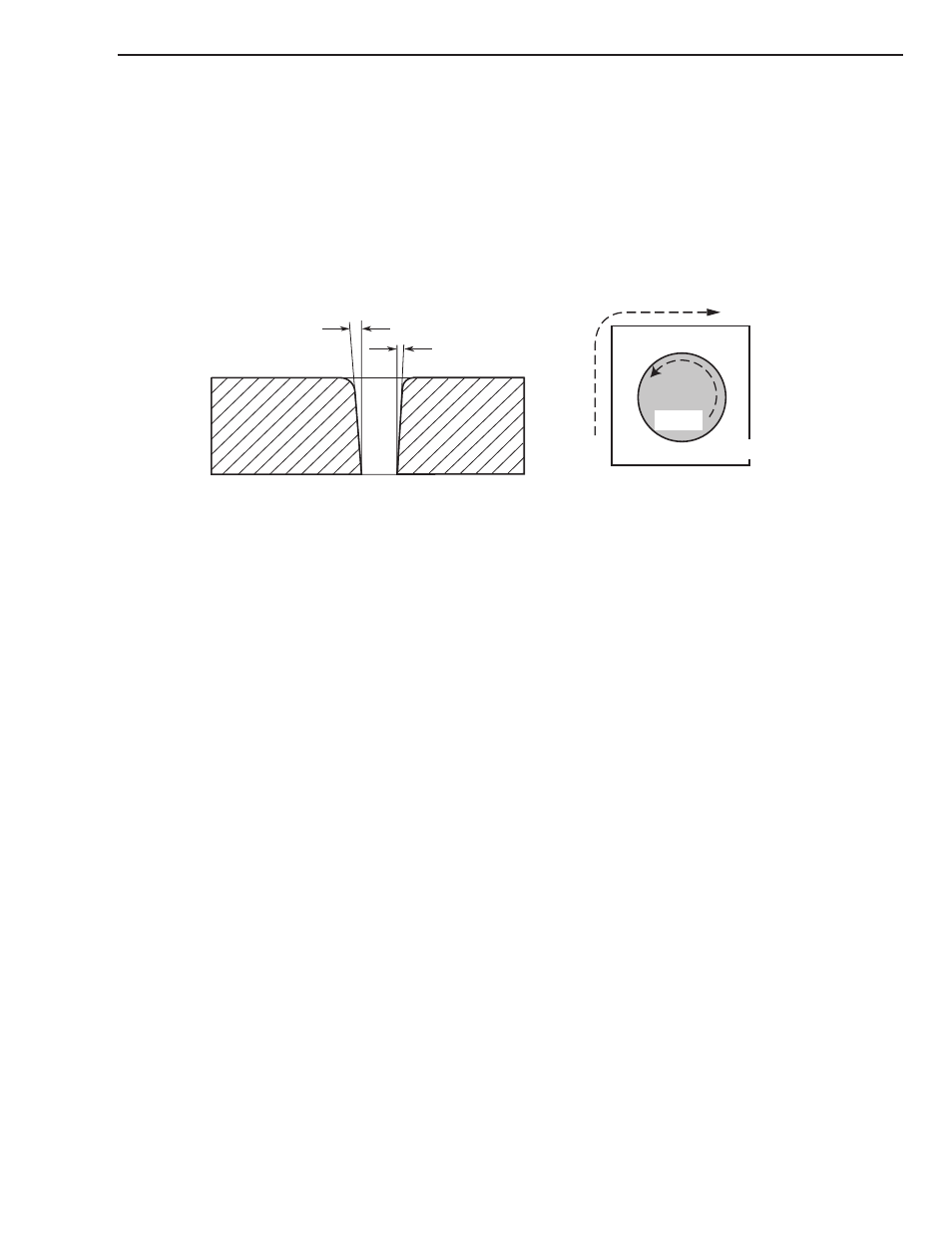
Kerf Width
The width of material removed during the cut.
Nitride Build-up
Nitride deposits which may remain on the cut edge of the carbon steel when nitrogen is present in the plasma
gas stream. Nitride buildups may create difficulties if the steel is welded after the cutting process.
Direction of Cut
The plasma gas stream swirls as it leaves the torch to maintain a smooth column of gas. This swirl effect results
in one side of a cut being more square than the other. Viewed along the direction of travel, the right side of the
cut is more square than the left.
Right Side
Cut Angle
Left Side
Cut Angle
A-00512
Scrap
Clockwise
Counter-
Clockwise
Art # A-04182
Workpiece
Scrap
Swirl Effect on Side Characteristics Of Cut
To make a square - edged cut along an inside diameter of a circle, the torch should move counterclockwise around
the circle. To keep the square edge along an outside diameter cut, the torch should travel in a clockwise direction.
Underwater Cutting
Cutting on a water table either underwater or with the water touching the plate or with a water muffler system
is not recommended. If a water table is used the water level must be a minimum of 4 inches from the bottom of
the plate. Failure to follow this recommendation could result in poor cut quality and short consumable parts life.
Ohmic Height Sensing
Ohmic height sensing is not recommended with water shield. Water on the plate interferes electrically with
the ohmic sensing circuit.
Marking
Marking requires adjusting the pre-charge pressures. Refer to the torch data section for details.