Tweco PCM - 102 Machine Torch User Manual
Page 32
OPERATION
4-8
Manual 0-2818
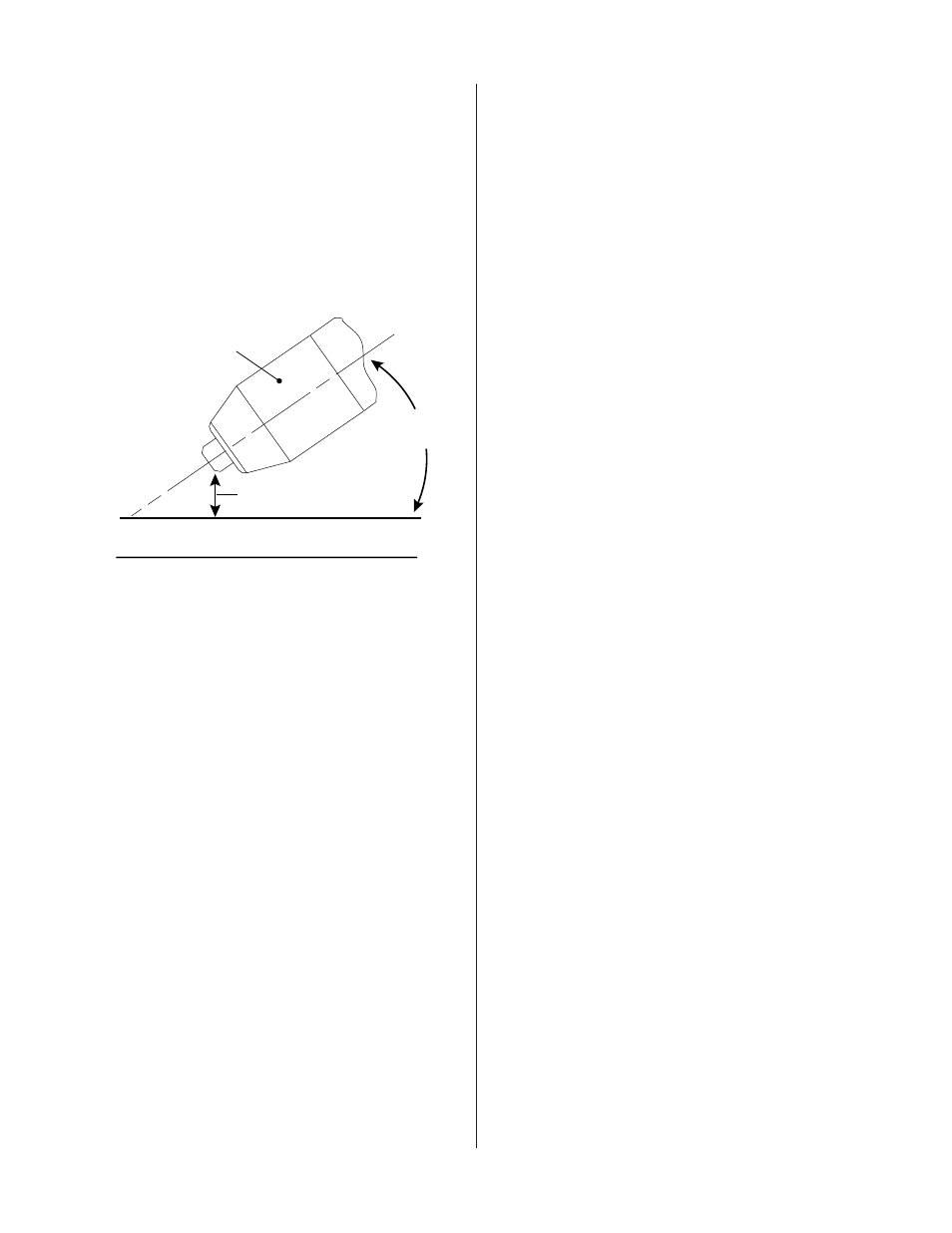
D. Lead Angle
The angle between the torch and workpiece depends on
the output current setting and torch travel speed. At 80
amps, the recommended lead angle is 35° (refer to Figure 4-
8). At a lead angle greater than 45° the molten metal will
not be blown out of the gouge and may be blown back
onto the torch. If the lead angle is too small (less than 35°),
less material may be removed, requiring more passes. In
some applications, such as removing welds or working
with light metal, this may be desirable.
35˚
Workpiece
Torch Head
Standoff Height
1/8 - 1/4"
A-00941
Figure 4-8 Gouging Angle and Standoff Distance
E. Standoff Distance
The tip to work distance affects gouge quality and depth.
Standoff distance of 1/8 - 1/4 inch (3 - 6 mm) allows for
smooth, consistent metal removal. Smaller standoff dis-
tances may result in a severance cut rather than a gouge.
Standoff distances greater than 1/4 inch (6 mm) may result
in minimal metal removal or loss of transferred main arc.
F. Slag Buildup
Slag generated by gouging on materials such as carbon
and stainless steels, nickels, and alloyed steels, can be
removed easily in most cases. Slag does not obstruct the
gouging process if it accumulates to the side of the gouge
path. However, slag build-up can cause inconsistencies
and irregular metal removal if large amounts of material
build up in front of the arc. The build-up is most often a
result of improper travel speed, lead angle, or standoff
height.