07 optional power supply settings, B. using corner slowdown for mechanized cutting, C. setting csd output – Tweco 6000 CE Merlin User Manual
Page 44: D. fold back feature, A. auto-restart function (sw1), Figure 4-7 corner slowdown (csd) adjustment, Figure 4-8 auto-restart enable switch sw1 location
OPERATION
4-8
Manual 0-2601
B. Using Corner Slowdown for Mechanized
Cutting
NOTE
Corner Slowdown (CSD) is available only if the
Remote Control RC6010 is used.
The corner slowdown (CSD) function provides a re-
duction in output current which corresponds with
the reduced travel speed of a mechanized torch as it
changes direction at a sharp corner. When activated
(by CNC or other control device) corner slowdown
eliminates excessive metal removal and bottom dross
in corners.
Normally open (NO) contacts (supplied by the con-
trol device) close when the torch travel speed de-
creases through a corner. When the contacts close,
power supply output drops to a preset current level.
C. Setting CSD Output
NOTE
Corner Slowdown (CSD) is set at the RC6010
Remote Control.
OUTPUT AMPS
PLASMA
PLASMA
ENABLE
ENABLE
ON
START
REMOTE POWER SUPPLY CONTROL
CSD
(%)
0
25
75
100
50
TRAVEL
TRAVEL
SPEED
SPEED
125+
IPM
0-125
IPM
RUN
PURGE
SET
Front Panel of
RC6010 Remote Control
CSD (%)
Adjustment
A-00997
Figure 4-7 Corner Slowdown (CSD) Adjustment
The corner slowdown adjustment is located on the front
panel of the RC6010 Remote Control. The control sets
corner slowdown output to any current level from the
minimum (50 amps) to the maximum (150 amps) level of
the system. The corner slowdown output level is a per-
centage of the main output level. Typically the CSD out-
put level should not be set lower than 70% of the main
current level to insure full arc penetration during corner
slowdown.
If the cutting machine controller activates CSD (three
decimals on the display) during pierce starts it may not
be desirable to set CSD below 100% as starting current
will be reduced requiring longer pierce times.
NOTE
For electrical connections, refer to Appendix 6,
CNC Interface Schematic
D. Fold Back Feature
Should the torch tip contact the workpiece the out-
put current will immediately drop to 50 amps (100
amps with Slave Power Supply connected) to mini-
mize potential tip damage.
NOTE
The torch is not designed for drag cutting.
4.07 Optional Power Supply
Settings
NOTE
The adjustments in this sub-section should be set
in the Master Power Supply ONLY.
The following functions can be used to tailor a system for
special application requirements or unique user prefer-
ences. These functions are controlled by DIP switches lo-
cated on the Logic Control PC board in the power sup-
ply. Locate the Logic Control PC Board under the front
panel access cover and set the functions as required.
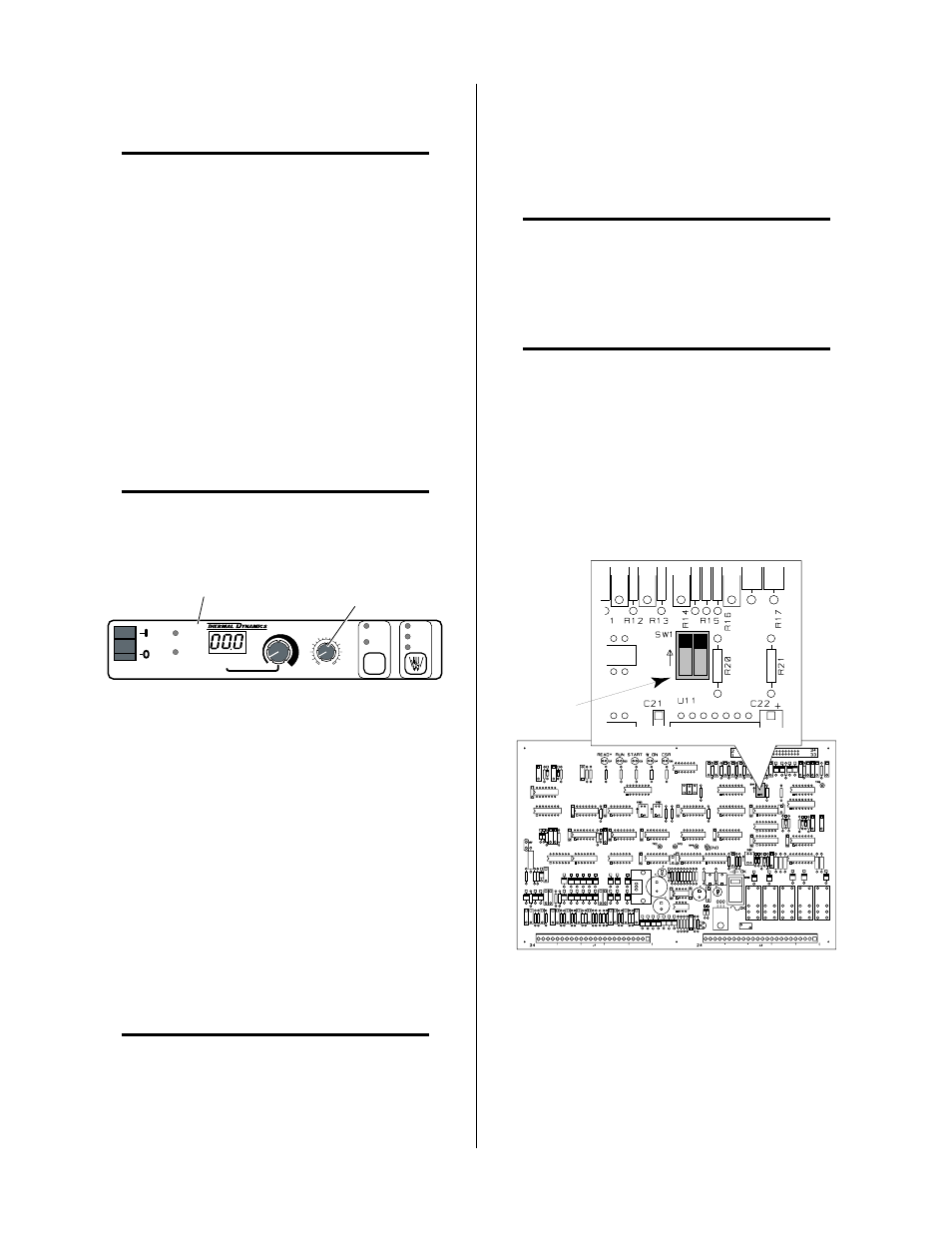
A. Auto-Restart Function (SW1)
ON
OFF
1 2
SW1
A-00991
Logic PC Board
Figure 4-8 Auto-Restart Enable Switch SW1
Location
Auto-restart provides an immediate pilot arc restart
during post-flow if the torch is brought within range
of the workpiece. Auto-restart can be switched off
so that the torch must be reactivated (via torch switch
or control device) to restart the pilot arc each time
the main arc is interrupted. This setting may be use-