Section 4: operation, 01 introduction, 02 functional overview – Tweco 6000 CE Merlin User Manual
Page 37: 03 front and rear panel descriptions
Manual 0-2601
4-1
OPERATION
SECTION 4:
OPERATION
4.01 Introduction
This Section provides a description of the Master Power
Supply operating controls and procedures. Identification
of the Front and Rear Panel Controls is followed by oper-
ating procedures.
4.02 Functional Overview
The system is a high performance 50 to 150 amp plasma
cutting system which can cut most metals from gauge
thickness up to two inches. With a quick change of torch
parts, power supply can also be used for plasma arc goug-
ing. In its simplest form, a system consists of one Master
Power Supply, one Arc Starter Box and one Maximizer
300 Liquid Cooled Torch and leads connected.
With the addition of a Slave Power Supply or a second
Master Power Supply the system becomes a 100 to 300
amp plasma cutting system which can cut most metals
from gauge thickness up to three inches.
4.03 Front and Rear Panel
Descriptions
This sub-section provides specific functional descriptions
of the Power Supply front and rear panel operating con-
trols, indicators and connections. The Power Supply has
three main front panels and one rear panel. Each panel is
described in this sub-section as to the functions of the
connections, switches, and indicators.
A-01500
Control Front Panel
Gauge Front Panel
Lower Front Panel
Figure 4-1 Main Front Panels
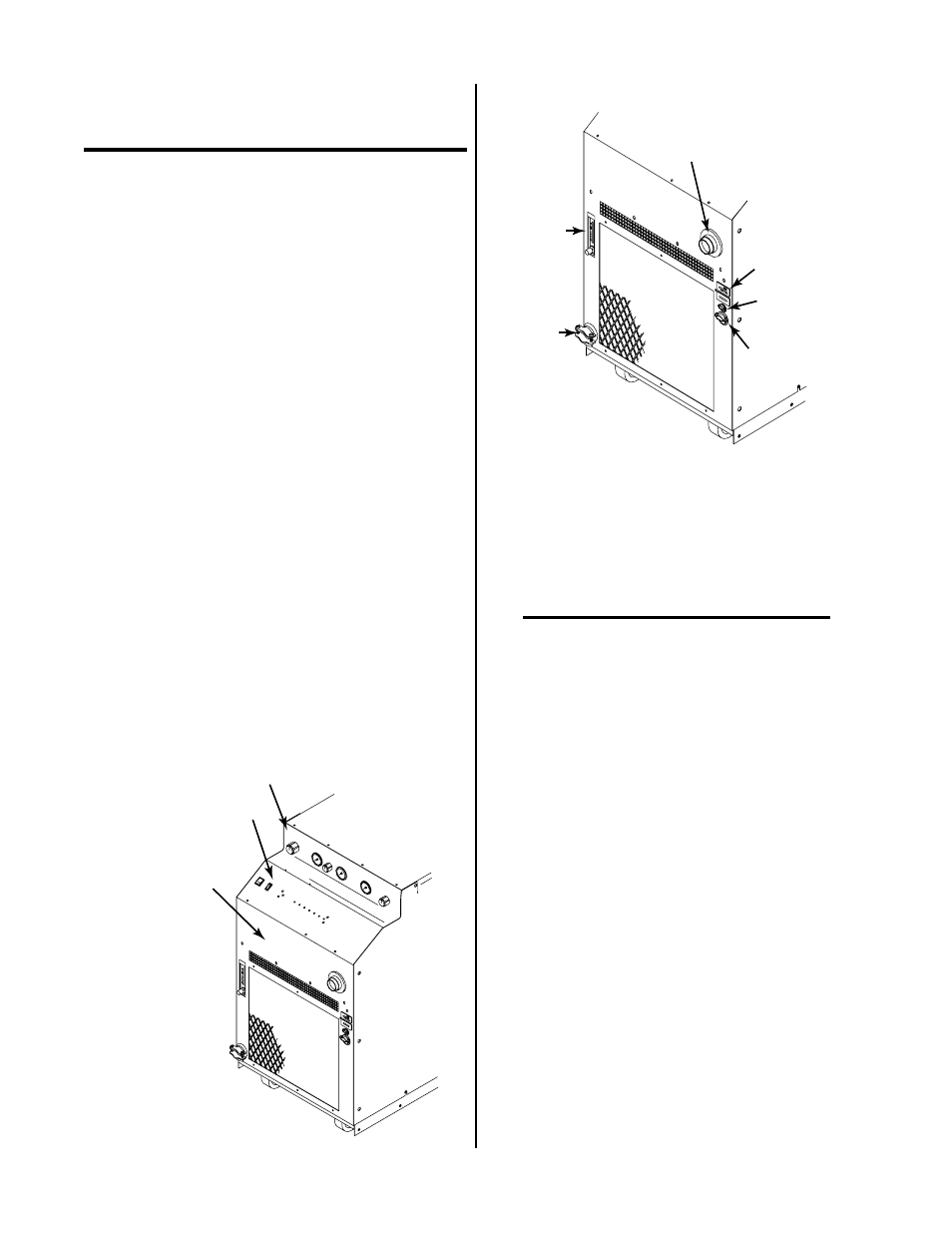
A. Lower Front Panel
A-01501
1
2
3
5
4
6
Figure 4-2 Lower Front Panel
1. Work Cable Strain Relief
Strain relief to secure the factory installed work cable
with ring lug to the Power Supply.
2. Torch Supply Leads Boot
NOTE
The Torch cannot be connected directly to the
TORCH connector as the High Frequency (HF) is
generated in the Arc Starter Box.
Connection inside at the bulkhead for the Torch Sup-
ply Leads Assembly. The connections supply all the
required signals, gases, and coolant to the torch Arc
Control Box.
3. Optional Meters
a. Upper Meter - Hour and Minutes
The upper meter indicates the total number of
hours and minutes that the main cutting arc has
been on. The meter will display a maximum of
99999-59 (hours-minutes). The meter can be reset
by the use of the meter pushbutton.
b. Lower Meter - Counter
The lower meter counts the number of times that
the cutting arc has been started. The meter will
display a maximum of 99999999 starts. The meter
can be reset by the use of the meter pushbutton.
4. Pilot Lead Strain Relief
Strain relief to secure the pilot lead to the Power Sup-
ply after it is installed.