Multiple unit stacking – Red Lion C48C User Manual
Page 5
5
SLOW DOWN & CUT TO LENGTH WITH TOTAL FOOTAGE
To improve production efficiency, a wallpaper manufacturing plant is
installing cut to length counters on the roll form machines. Currently, electro-
mechanical counters are used for length measurements. The operator slows
the machine down upon arriving at the desired length, stops and then cuts. The
addition of the C48CB batch counters eliminates the operator’s manual
observation and control.
The operator programs the required cut length as Preset 2. Preset 1 is
preprogrammed for tracking and will automatically follow Preset 2. Preset 1
is used as the slow down, and is set for a value 0.25 yards less than Preset 2.
The process count is programmed to automatically reset at the Preset 2 cut
length of 11.00 yards, and begin counting for the next roll. Counter 2 is
programmed as a totalizer and is recorded and reset (via key switch) at the end
of the operator’s shift. The C48CB was ordered with the RS-485 serial
communication option. Future plans include a data acquisition program to
interrogate the C48CB’s. A 100 ppr rotary pulse generator is shaft coupled to
a 4" pinch roller for length measurement. Display units desired is 0.01 yards.
Program Security features are set to allow access to Preset 2 only. This allows
the operator to change the required cut length, but prevents acidental changes
to other programming parameters that may adversely affect process operation.
After all programming is complete, the Program Disable DIP switch is moved
to the up position to enable the Program Security function.
Circumference Of Pinch Roller:
circumference =
π ×
diameter
12.56636 = 3.14159
×
4.00
Pulses Per Yard:
36
1
i
y
n
a
c
r
h
d
es
×
12.
1
56
re
6
v
36”
= 2.8647913 rev/yard
2.8647913 rev/yard
×
100 ppr/rev = 286.47913 pulses/yard
Prescaler:
Prescaler =
nu
D
m
i
b
sp
e
l
r
a
o
y
f
u
p
n
u
i
l
t
s
s
es
=
286
1
.4
0
7
0
913
Prescaler = 0.34907
Products:
C48CB108
RPGQ0100
PROGRAMMING
EntrY
AutoSc
Ac PSc
-L
(locked)
PScALr
0.34907
dEc Pt
----.--
Cnt In
qUAd 1
OPEr 1
12
C2 ASn
totAL
OPEr 2
02
Ac PrS
-L-y-L
PrESEt
PRS1
10.75
(value 0.25 less than PRS2 for slowdown)
PrESEt
PRS2
11.00
(cut length)
PrESEt
PRS3
9000.00
(Set high so output does not activate)
P1trAc
yES
Ac Out
-L-L-L
OutrES
0.01SEC
OutPut
1
t 0.10
OutPut
2
t 1.00
OutPut
3
t 0.10
rEVOut
-n-n-n
rEVAnu
-n-n-n
OutP.uP
-F-F-F
USrIn1
rSt.2-E
USr F1
rSt.-E
CodE
003
ScroLL
no
SErSEt
96o
SErAdr
00
SErAbr
no
PrnOPt
08
PrnrSt
no
FAcSEt
no
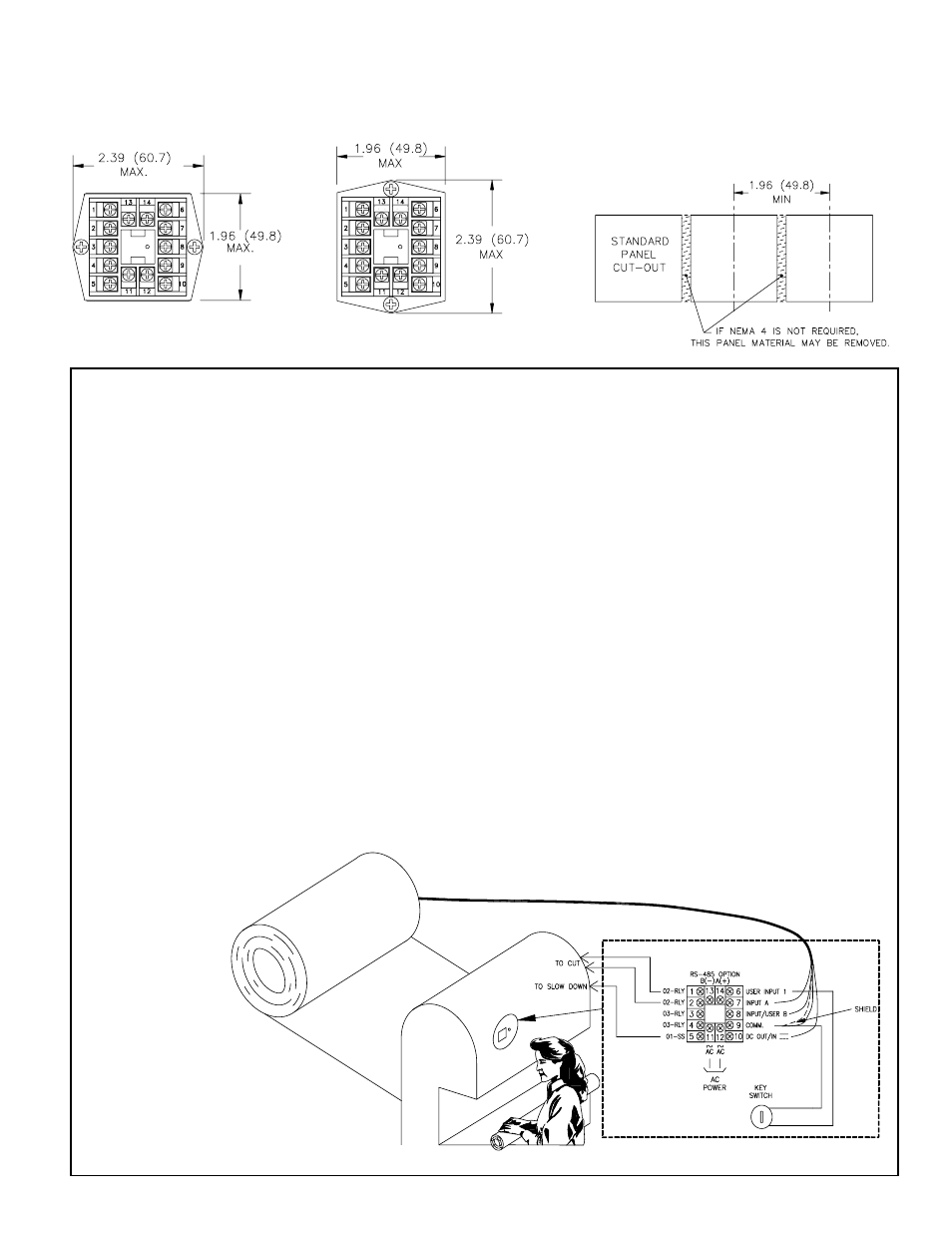
MULTIPLE UNIT STACKING
The C48C is designed for close spacing of multiple units. Units can be
stacked either horizontally or vertically. For vertical stacking, install the panel
latch with the screws to the sides of the unit. For horizontal stacking, the panel
latch screws should be at the top and bottom of the unit. The minimum spacing
from center line to center line of the units is 1.96" (49.8 mm). This spacing is
the same for vertical or horizontal stacking.
Note: When stacking units, provide adequate panel ventilation to ensure that
the maximum operating temperature range is not exceeded.
PANEL CUT-OUT SPACING FOR MULTIPLE UNIT STACKING.
HORIZONTAL ARRANGEMENT SHOWN.
PANEL LATCH INSTALLED FOR VERTICAL
UNIT STACKING
PANEL LATCH INSTALLED FOR
HORIZONTAL UNIT STACKING