KROHNE VFM 3100 EN User Manual
Page 12
12
1.2.5. Installation Procedure
VFM 3100 F–Flanged Body
•
Gaskets are required and must be supplied by the user.
Select a gasket material suitable for the process.
•
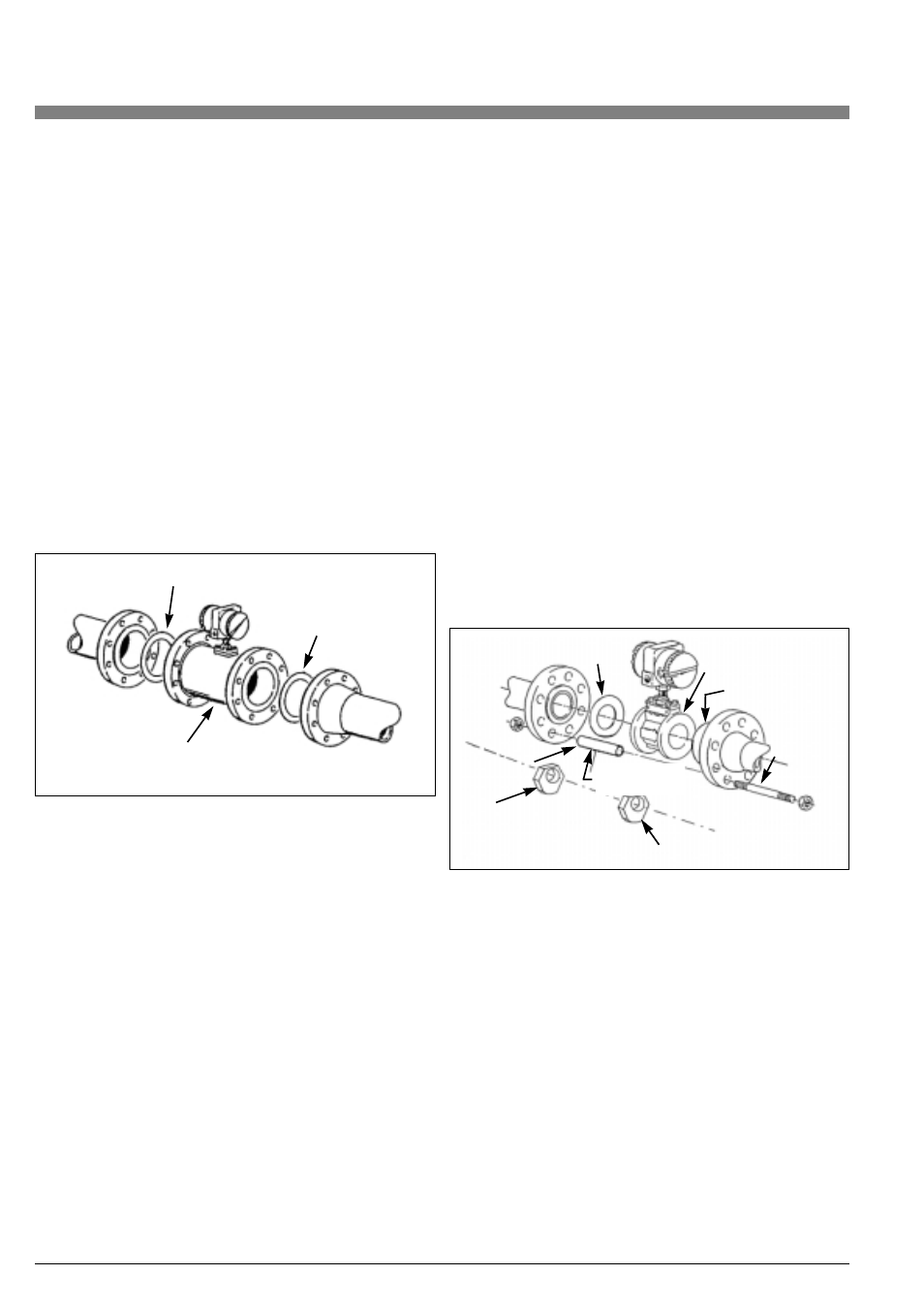
Insert gaskets between body of VFM 3100 and adjacent
flanges. See Figure 6. Position gaskets so that ID of each
gasket is centered on ID of VFM 3100 and adjacent piping.
CAUTION:
•
Verify that the ID of the gaskets is larger than that of the VFM
3100 bore and pipe and that they do not protrude into the
VFM 3100 entrance or exit. Accuracy of the measurement will
be affected.
•
Gaskets will not prevent flanges from being wetted by process
fluids.
NOTE: When installing new flanges in the process piping and the
VFM 3100 is used as a gauge to set the flanges, the inside diameter
of the VFM 3100 must be protected from weld splatter. It is recom-
mended that a solid sheet of gasketing be installed at each end of the
VFM 3100 during welding. Remove this sheet and install flange gas-
ket after welding. Remove any splatter in either the pipe or the VFM
3100 as this could affect VFM 3100 accuracy.
•
Visually inspect for concentricity of mating flanges.
•
Tighten bolts in accordance with conventional flange bolt
tightening practice (i.e., incremental and alternate tightening
of bolts).
VFM 3100 W– Sandwich Body
For optimal performance, the sandwich body VFM 3100 should be
centered with respect to the adjoining pipe. Normally, this requires
the use of centering fixtures that are supplied with the VFM 3100.
NOTE: Centering fixtures are not required for meters with ANSI
Class 150 flanges.
Two types of centering fixtures are presently in use; the older cente-
ring sleeves and the newer hex-nut spacers. The VFM 3100 may
come with either type of fixture. Most meter sizes have two centering
fixtures (two sets in the case of the hex-nut spaceres), but some lar-
ger sizes may have twice this number, two for each side.
•
See Figure 7. Insert the first stud through the downstream
flange at one of the lower holes, through the centering sleeves
or two hex-nut spacers, and then through the upstream flange.
Place the nuts on both ends of the stud but do not tighten.
•
Using the remaining centering sleeve or hex-nut spacers,
repeat Step 1 at the lower hole adjacent to the first.
•
Set the VFM 3100 between the flanges. For centering with the
hex-nut spacers, rotate spacers to the thickness that centers
the VFM 3100.
NOTE: By rotating the hex-nut spacers to the correct thickness, you
can center the VFM 3100 to any type of flange.
•
Gaskets are required and must be supplied by the user.
Select a gasket material suitable for the process fluid.
•
Insert gaskets between body of VFM 3100 and adjacent
flanges. Position gaskets so that ID of each gasket is centered
on ID of VFM 3100 and adjacent piping.
CAUTION: Verify that the ID of the gaskets is larger than that of
the VFM 3100 bore and pipe and that they do not protrude into the
VFM 3100 entrance or exit.
NOTE: If welding of flanges to the process piping is required, protect
the VFM 3100 from weld splatter, which could affect VFM 3100
accuracy. It is recommended that a solid sheet of gasketing be instal-
led at each end of the VFM 3100 during welding. Remove this sheet
and install flange gasket after welding.
•
Visually inspect for concentricity of mating flanges.
•
Install the rest of the studs and nuts and tighten the nuts in
accordance with conventional flange bolt tightening practice
(i.e., incremental and alternate tightening of bolts).
1.2.6. Repositioning the Electrical Housing
The VFM 3100 housing may be repositioned up to a maximum of
270°C from its original position by rotating the electrical housing.
WARNING: Stops are incorporated in the housing design. Do not
remove the stops as further rotation from the 270°C maximum may
cause damage to the sensor wires. Additionally this may violate sa-
fety code requirements for explosion-proof thread engagement in
hazardous locations.
•
Unscrew housing locknut to bottom of thread. See figure 8.
• Square locking plate should slip down on shaft. If it does not,
pry out with scewdriver.
•
Rotate electrical housing to desired position.
See Warning on page 12.
• Note recess on bottom of electrical housing into which the
locking plate fits. Screw the locking nut hand tight making sure
locking plate fits into recess on bottom of electrical housing.
•
Secure the locknut firmly using a wrench.
Gasket
Gasket
VFM 3100
Gasket
Gasket
Install centering
fixtures on
adjacent lower
studs of flange
VFM 3100
2 hex-nut spacers
per side (not required
with class 150)
Hex-nut alignment device
(not required with class 150)
Centering sleeve
(not required with
class 150)
Figure 6. VFM 3100 F Installation
Figure 7. VFM 3100 W Centering (using Spacers OR Sleeves)
Larger meters
have 2 centering
fixtures per side